Warum gleiche Arbeit unterschiedlich bewertet wird
Inhalt
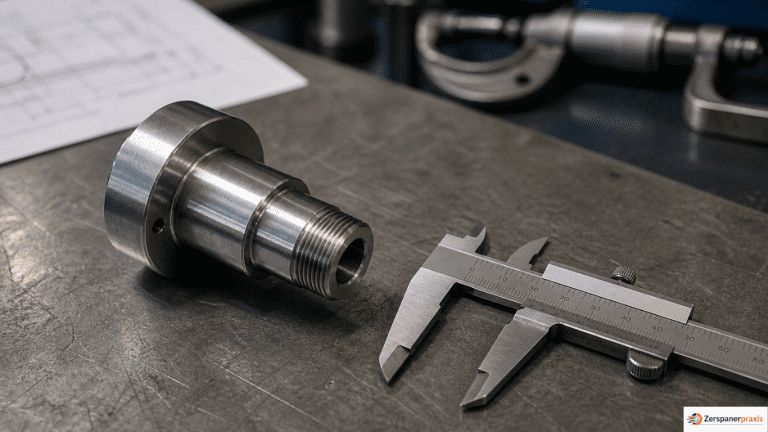
Ein Bauteil liegt auf dem Tisch. Maß passt, Oberfläche ist in Ordnung. Für den einen ist das gute Arbeit, für den anderen gerade noch ausreichend.
Der Unterschied liegt nicht im Teil.
Zwei Schichten fertigen das gleiche Bauteil. Beide innerhalb der Toleranz, beide ohne sichtbare Abweichung. In der einen Schicht läuft es durch. In der anderen wird nachgestellt, korrigiert oder zumindest diskutiert. Das Teil hat sich nicht verändert. Die Bewertung schon.
Es geht nicht um Grenzmaße oder Oberflächenkennwerte. Es geht darum, warum gleiche Arbeit unterschiedlich bewertet wird, obwohl sie objektiv gleich erscheint. Zeichnung, Toleranzfeld und Prüfvorschrift geben vor, was in Ordnung ist. In der Praxis reicht das nicht aus.
Messwert und Einordnung sind nicht dasselbe
Ein Messwert beschreibt einen Zustand. Er sagt, wo ein Maß im Moment liegt. Er sagt nichts darüber, wie stabil dieser Zustand ist oder wie er entstanden ist.
Das wird an der Maschine schnell sichtbar, wenn man nicht nur einzelne Teile betrachtet, sondern den Verlauf. Ein Maß kann über mehrere Teile hinweg ruhig in der Mitte des Toleranzfeldes laufen. Dann verschiebt es sich leicht nach oben. Noch innerhalb der Toleranz, ohne Auffälligkeit im klassischen Sinn. Die Frage ist nicht, ob das Teil in Ordnung ist. Die Frage ist, ob sich etwas bewegt.
Genau hier beginnt die unterschiedliche Bewertung. Der eine sieht ein Teil, das passt. Der andere sieht eine Bewegung im Prozess. Beide schauen auf den gleichen Messwert, aber nicht auf das Gleiche.
Diese Unterscheidung wird oft unterschätzt, weil sie sich nicht direkt messen lässt. Sie entsteht aus dem Zusammenhang. Wer nur den Zahlenwert betrachtet, bleibt beim Ergebnis. Wer den Verlauf mitdenkt, bewertet den Zustand dahinter.
Damit bekommt ein identischer Messwert eine andere Bedeutung. Er steht nicht mehr nur für ein einzelnes Teil, sondern für eine Entwicklung. Und diese Entwicklung entscheidet darüber, ob etwas als unauffällig gilt oder als Beginn einer Veränderung.
Erfahrung und Verantwortung verschieben die Bewertung
Bewertung entsteht nicht im luftleeren Raum. Sie hängt davon ab, wer auf das Teil schaut und wofür diese Person verantwortlich ist.
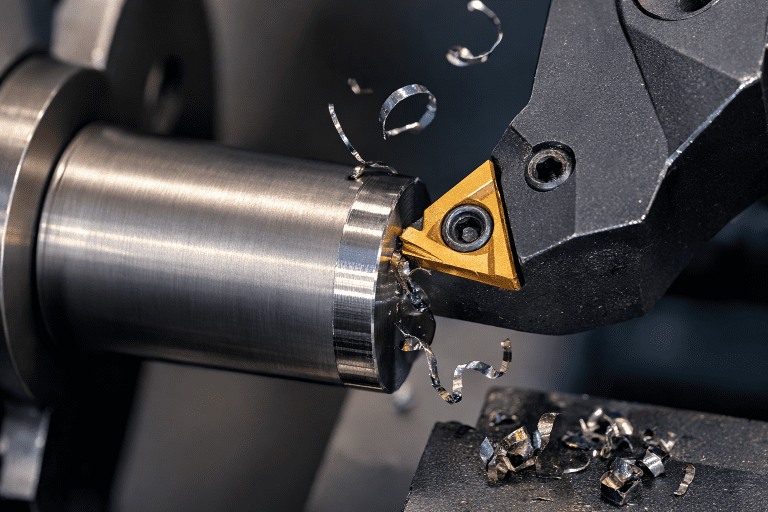
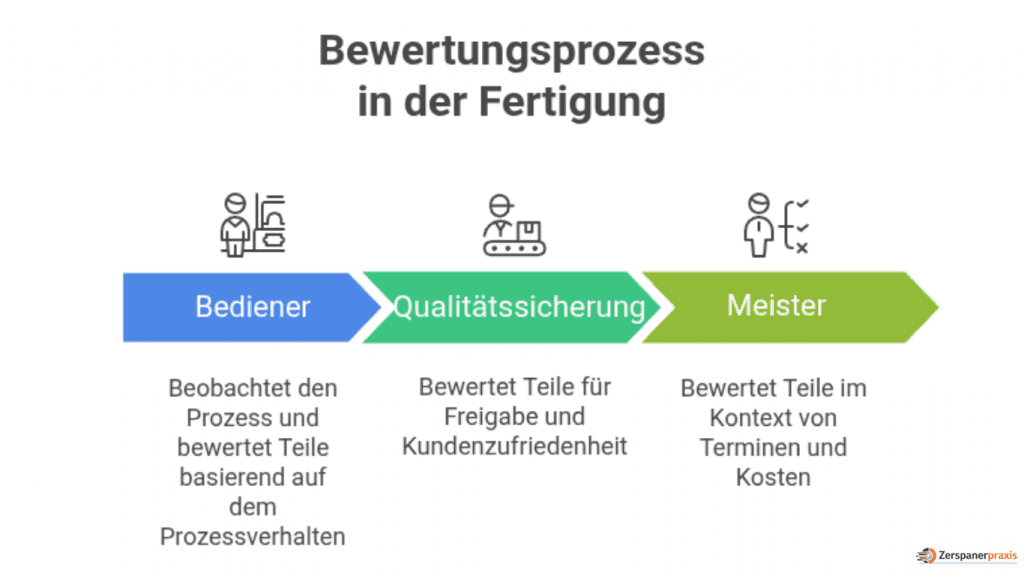
Ein Bediener steht direkt am Prozess. Er hört, wenn sich etwas verändert, sieht das Spanbild und merkt, wenn eine Maschine anfängt, empfindlicher zu reagieren. Für ihn ist ein Teil nicht nur ein Ergebnis, sondern Teil eines laufenden Systems. Seine Bewertung ist eng an das Verhalten des Prozesses gekoppelt.
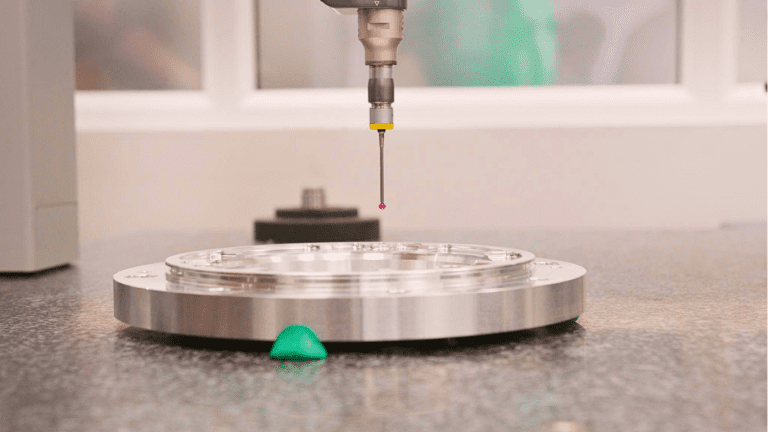
Die Qualitätssicherung sieht das gleiche Teil unter anderen Voraussetzungen. Hier geht es um Freigabe, Nachvollziehbarkeit und darum, dass ein Ergebnis auch gegenüber Kunden Bestand hat. Ein Maß am oberen Rand wird anders eingeordnet, weil es nicht nur intern funktioniert, sondern auch extern vertreten werden muss.
Auf Meisterebene kommt eine weitere Dimension dazu. Entscheidungen betreffen nicht nur das einzelne Teil, sondern Termine, Auslastung und Kosten. Ein Eingriff kann den Prozess stabilisieren, aber auch Zeit kosten oder neue Probleme erzeugen.
Diese Unterschiede führen dazu, dass Bewertung nicht einheitlich sein kann. Sie ist immer an den Kontext gebunden, in dem sie entsteht. Das gleiche Teil steht für unterschiedliche Konsequenzen, je nachdem, wer es bewertet.
Risiko wird unterschiedlich eingeschätzt
Ein Teil am oberen Toleranzrand ist formal in Ordnung. Trotzdem kann es unterschiedlich bewertet werden. Der eine lässt laufen, der andere greift ein.
Der Unterschied liegt in der Einschätzung des Risikos.
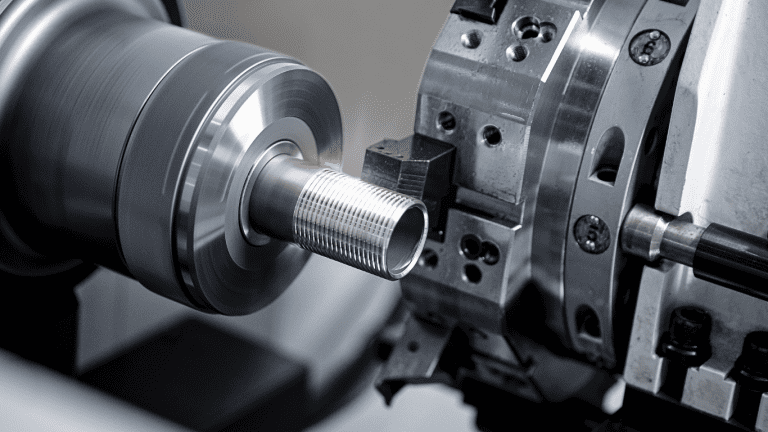
An der Maschine zeigt sich das oft unscheinbar. Ein Maß liegt bei +0,01 innerhalb eines Toleranzfeldes von ±0,02. Kein Grund zur Beanstandung. Gleichzeitig hat sich das Maß in den letzten Zyklen von der Mitte langsam nach oben bewegt. Das Werkzeug läuft noch ruhig, aber nicht mehr ganz so sauber wie zuvor.
Für den einen ist das ein stabiler Zustand innerhalb der Toleranz. Für den anderen ist es ein Hinweis darauf, dass sich der Prozess verändert. Beide haben recht, aber sie ziehen unterschiedliche Schlüsse.
Diese Einschätzung hängt stark von der Situation ab. Wenn Zeit da ist, wird eher beobachtet. Wenn der Auftrag unter Druck steht, wird schneller entschieden. Ausschuss, Maschinenstillstand und Terminverzug werden unterschiedlich gewichtet.
Damit verschiebt sich die Bewertung, ohne dass sich das Teil verändert. Es ist nicht besser oder schlechter geworden. Es wird nur anders eingeordnet, weil die mögliche Entwicklung unterschiedlich eingeschätzt wird.
Bewertung greift in den Prozess ein
Bewertung bleibt nicht ohne Folgen. Sie führt zu Entscheidungen. Und diese Entscheidungen verändern den Prozess.
Ein Maß wird als grenzwertig empfunden, also wird eine Korrektur gesetzt. Vielleicht +0,01 in der Verschiebung. Das nächste Teil liegt wieder näher an der Mitte. Formal ist alles wieder „sauber“.
Was dabei oft im Hintergrund passiert, wird erst später sichtbar. Die Maschine reagiert auf die Korrektur. Das Werkzeug arbeitet unter leicht veränderten Bedingungen. Der Schnitt wird minimal unruhiger. Nichts Dramatisches, aber spürbar für jemanden, der den Prozess beobachtet.
Beim nächsten Teil wird wieder gemessen. Vielleicht liegt das Maß jetzt leicht unter der Mitte. Also wird erneut korrigiert. Der Prozess beginnt zu wandern, obwohl er vorher ruhig war.
Damit entsteht eine Rückkopplung. Bewertung führt zu Eingriff. Der Eingriff verändert den Zustand. Der neue Zustand wird erneut bewertet. Jede Entscheidung basiert auf dem aktuellen Eindruck, verändert aber gleichzeitig die Grundlage für die nächste.
Unterschiedliche Bewertungen verstärken sich auf diese Weise. Was als kleiner Unterschied in der Einschätzung beginnt, kann sich über mehrere Zyklen zu einem unruhigen Prozess entwickeln.
Wenn Bewertung nicht geteilt wird
Ein Prozess wird übergeben. Die Maschine läuft, die Teile sind innerhalb der Toleranz. Aus Sicht der laufenden Schicht ist der Zustand in Ordnung.
Mit der nächsten Schicht beginnt die Bewertung von vorn.
Das Teil wird gemessen, der Prozess beobachtet, die Situation neu eingeordnet. Was für die eine Schicht ein stabiler Zustand war, wird von der nächsten als grenzwertig gesehen. Es wird nachgestellt, korrigiert oder zumindest genauer beobachtet.
Der Prozess verändert sich, obwohl die Ausgangslage gleich war.
Diese Unterschiede entstehen nicht durch fehlende Information, sondern durch fehlende gemeinsame Einordnung. Jeder arbeitet mit seinem eigenen Maßstab, der aus Erfahrung und Verantwortung entstanden ist, aber nicht abgestimmt ist.
Damit verliert der Prozess an Kontinuität. Er wird nicht nur durch technische Einflüsse bewegt, sondern auch durch unterschiedliche Bewertungen.
Das bleibt oft unauffällig, solange alles innerhalb der Toleranz bleibt. Sichtbar wird es erst, wenn sich Abweichungen verstärken oder der Prozess unruhig wird.
Praxis
Wenn Bewertung nicht übereinstimmt, liegt das selten am Teil. Meist fehlt eine gemeinsame Grundlage, an der sich alle orientieren können.
In der Praxis hilft es, den aktuellen Prozesszustand bewusst festzuhalten. Nicht als Dokumentation für später, sondern als gemeinsame Referenz für die nächste Entscheidung.
Ein strukturierter Abgleich vor oder nach einer Schichtübergabe kann genau das leisten. Der 5-Minuten-Check ist dafür als einfache Orientierung gedacht, um den Zustand eines laufenden Prozesses schnell einzuordnen.
Gute Teile sind nicht automatisch gute Arbeit
Ein Teil innerhalb der Toleranz gilt schnell als Beleg für gute Arbeit. Das ist naheliegend, weil sich das Ergebnis eindeutig prüfen lässt. Maß passt, Oberfläche passt, das Teil wird freigegeben. Damit scheint die Sache abgeschlossen.
An der Maschine zeigt sich jedoch, dass dieses Bild unvollständig ist. Ein ruhiger Prozess liefert Teile mit geringer Streuung, gleichmäßigem Spanbild und wenig Korrekturbedarf. Die Ergebnisse sind reproduzierbar, unabhängig davon, wer an der Maschine steht oder welche Schicht läuft.
Daneben gibt es Prozesse, die ebenfalls Teile innerhalb der Toleranz erzeugen, aber nur unter ständiger Beobachtung. Maße werden häufiger kontrolliert, Korrekturen werden gesetzt, Werkzeuge vorsorglich gewechselt. Das Ergebnis stimmt, aber es muss aktiv gehalten werden.
Beide Situationen führen zu gleichen Teilen. In der Bewertung liegen sie jedoch auseinander.
Wer nur das Ergebnis betrachtet, sieht keinen Unterschied. Wer den Prozess mitdenkt, erkennt den Aufwand dahinter. Ein Teil, das ohne Eingriff entsteht, steht für einen anderen Zustand als ein Teil, das nur durch Nachstellen im Toleranzfeld gehalten wird.
Diese Unterscheidung bleibt oft unausgesprochen, weil sie sich nicht direkt in Zahlen fassen lässt. Sie zeigt sich im Verhalten des Prozesses über Zeit. Genau dort entscheidet sich, ob ein Ergebnis für Stabilität steht oder nur für einen Moment, der gehalten werden musste.
Am Ende entscheidet die Einordnung
Ein Teil kann in Ordnung sein und trotzdem Diskussion auslösen. Nicht weil das Teil schlecht ist, sondern weil die Einordnung nicht eindeutig ist.
In der täglichen Arbeit bewegen sich viele Entscheidungen in diesem Bereich. Ergebnisse passen formal, werfen aber Fragen auf. Prozesse laufen, zeigen aber leichte Veränderungen. In solchen Situationen reicht der Messwert allein nicht aus, um eine klare Bewertung zu treffen.
Die Entscheidung entsteht aus dem Zusammenhang. Ein einzelnes Teil wird im Verlauf gesehen, im Vergleich zu vorherigen Ergebnissen und im Hinblick darauf, wie sich der Prozess weiterentwickeln könnte. Diese Einordnung lässt sich nicht vollständig standardisieren.
Bewertung entsteht aus Erfahrung, Verantwortung und der Einschätzung von Risiko. Sie wirkt auf den Prozess zurück und beeinflusst, wie Entscheidungen getroffen werden. Damit wird sie selbst zu einem Teil des Systems.
Das erklärt, warum gleiche Arbeit unterschiedlich bewertet wird.
Nicht weil die Ergebnisse unklar sind, sondern weil die Einordnung nicht eindeutig ist.
Das Video fasst die wichtigsten Punkte dieses Artikels zusammen:
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.