Gute Teile sind nicht automatisch gute Arbeit
Inhalt
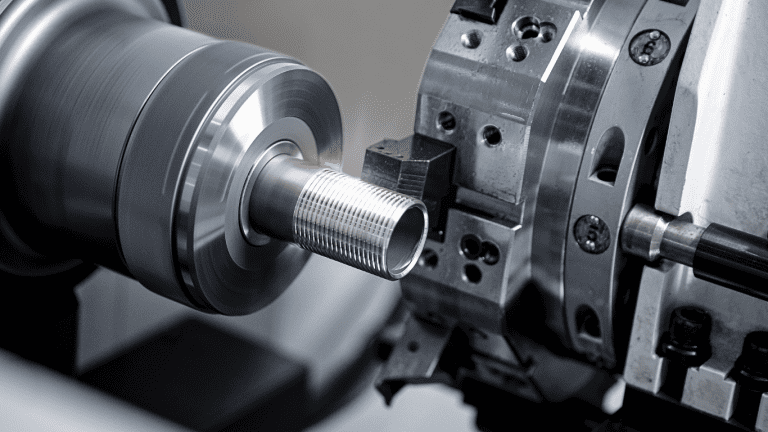
Der Auftrag läuft durch. Maß passt, Oberfläche ist sauber, das Prüfprotokoll gibt nichts her. Der erste Blick sagt: alles in Ordnung.
Und genau da liegt das Problem.
Denn dieses Ergebnis sagt zunächst nur eines: In diesem Moment hat alles funktioniert. Mehr nicht. Es sagt nichts darüber aus, wie dieses Teil entstanden ist und wie belastbar der Weg dorthin wirklich ist.
In vielen Fällen wird Qualität über das fertige Bauteil definiert. Wenn die Toleranzen eingehalten werden und keine sichtbaren Fehler auftreten, gilt der Prozess als gut. Dabei bleibt unsichtbar, ob das Werkzeug am Limit läuft, ob die Maschine permanent nachgeregelt werden muss oder ob der Eingriff eigentlich schon instabil ist.
Das Teil ist gut. Der Prozess dahinter muss es nicht sein.
Diese Unterscheidung ist kein theoretisches Detail. Sie entscheidet darüber, ob ein Auftrag reproduzierbar bleibt, ob Standzeiten kalkulierbar sind und ob Kosten unter Kontrolle bleiben.
Wenn das Ergebnis den Prozess überdeckt
In vielen Betrieben wird die Beurteilung eines Prozesses stark am sichtbaren Ergebnis festgemacht. Das ist nachvollziehbar, weil das Bauteil am Ende das ist, was ausgeliefert wird. Gleichzeitig führt genau diese Sichtweise dazu, dass problematische Prozesse lange unbemerkt bleiben. Solange die Teile passen, wird nicht hinterfragt, wie stabil der Weg dorthin ist.
An der Maschine wird das oft deutlich. Der Bediener greift regelmäßig nach, korrigiert minimal, passt den Vorschub leicht an oder reagiert auf Geräusche, die nicht ganz sauber wirken. Für sich genommen sind das kleine Eingriffe. In Summe zeigen sie aber, dass der Prozess nicht von allein läuft, sondern geführt werden muss. Das Ergebnis bleibt gut, weil ständig eingegriffen wird.
Solche Prozesse reagieren besonders empfindlich, sobald sich Rahmenbedingungen ändern. Ein anderer Bediener übernimmt die Maschine, das Material schwankt leicht oder das Werkzeug kommt aus einer anderen Charge. Plötzlich reichen die gewohnten Korrekturen nicht mehr aus. Das, was vorher als funktionierender Ablauf galt, kippt innerhalb weniger Teile.
Das Problem liegt nicht im Bauteil, sondern in der Bewertung. Ein gutes Teil vermittelt Sicherheit, auch wenn diese Sicherheit im Prozess gar nicht vorhanden ist. Solange nur das Ergebnis betrachtet wird, bleibt diese Unsicherheit unsichtbar. Erst wenn der Prozess ohne ständige Eingriffe laufen soll, zeigt sich, wie belastbar er wirklich ist.
Praxis
Ein Prozess kann funktionieren und trotzdem nicht stabil sein.
Der 5-Minuten-Check hilft, den eigenen Ablauf einmal unabhängig vom Ergebnis zu betrachten.
Eingriffe als stiller Bestandteil des Prozesses
Viele Abläufe wirken auf den ersten Blick stabil, weil sie über längere Zeit hinweg gleichbleibende Ergebnisse liefern. Schaut man genauer hin, stellt sich oft heraus, dass diese Stabilität nicht aus dem Prozess selbst kommt, sondern aus den Eingriffen, die ihn begleiten. Der Bediener gleicht aus, was der Prozess nicht selbst trägt.
Das beginnt bei kleinen Korrekturen am Offset und geht bis hin zu bewussten Anpassungen während der Bearbeitung. Ein leicht veränderter Schnittwert, ein anderer Vorschub im letzten Zustellweg oder ein früherer Werkzeugwechsel, als es die Standzeit eigentlich hergeben würde. Solche Entscheidungen entstehen nicht aus Vorgaben, sondern aus Erfahrung. Sie halten den Prozess am Laufen, ohne dass er wirklich stabil ist.
In der Praxis wird das selten als Problem wahrgenommen. Im Gegenteil, es gilt oft als Stärke, wenn jemand „sein Gefühl“ für die Maschine einbringt und damit konstante Teile liefert. Dabei verschiebt sich die Verantwortung vom Prozess auf den Menschen. Die Qualität hängt dann weniger von der Auslegung ab als von der Aufmerksamkeit und Reaktion des Bedieners.
Diese Art von Stabilität ist schwer übertragbar. Sobald die Person wechselt oder die Aufmerksamkeit nachlässt, bricht das System nicht sichtbar, aber spürbar ein. Die Teile können weiterhin innerhalb der Toleranz liegen, aber der Aufwand steigt, die Streuung nimmt zu und die Sicherheit sinkt. Der Prozess läuft, aber er läuft nicht aus sich heraus.
Technische Ursachen bleiben im Hintergrund
Wenn Teile passen, gibt es wenig Anlass, tiefer in den Prozess zu schauen. Genau deshalb bleiben viele technische Zusammenhänge unbeachtet, die im Hintergrund längst wirken. Die Bearbeitung funktioniert, aber sie läuft nicht im Gleichgewicht.
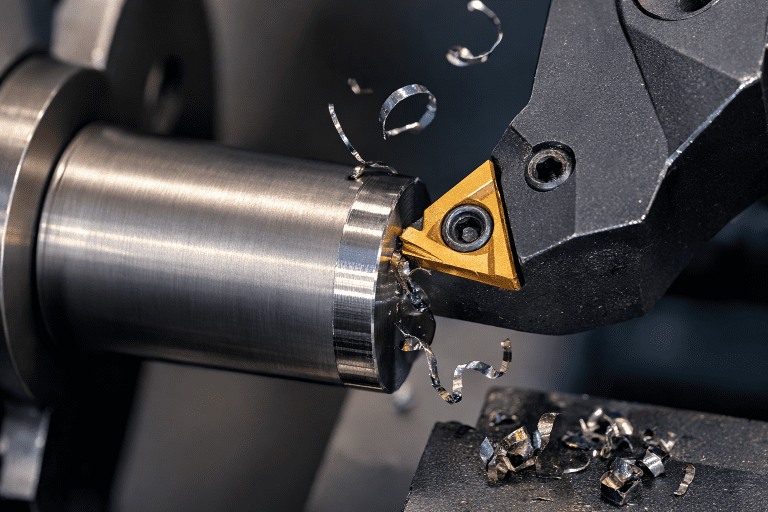
Ein häufiger Punkt ist der Eingriff selbst. Schnittkräfte, Spanbildung und Wärmeentwicklung stehen immer in Beziehung zueinander. Wenn ein Werkzeug an der oberen Grenze betrieben wird, kann es trotzdem gute Teile liefern. Die Oberfläche bleibt sauber, die Maße stimmen. Gleichzeitig steigt die thermische Belastung, die Schneidkante arbeitet nicht mehr gleichmäßig und der Verschleiß verläuft unruhiger. Das Bauteil zeigt davon nichts.
Ähnlich verhält es sich mit der Aufspannung. Ein Bauteil kann innerhalb der Toleranz liegen, obwohl es während der Bearbeitung leicht arbeitet oder sich minimal verformt. Die Maschine korrigiert das über den Ablauf, der Bediener gleicht nach, und am Ende passt das Maß. Der eigentliche Zustand im Prozess bleibt unsichtbar, weil das Ergebnis ihn überdeckt.
Solche Abweichungen führen selten sofort zu Ausschuss. Sie verändern zunächst nur das Verhalten des Prozesses. Werkzeugstandzeiten werden schwer kalkulierbar, Geräuschbilder ändern sich, und die Bearbeitung reagiert empfindlicher auf kleine Schwankungen. Das Teil bleibt gut, aber der Prozess verliert an Reserve.
Das ist der Punkt, an dem gute Teile nicht mehr ausreichen, um die Qualität der Arbeit zu beurteilen.
Wenn Grenzen schleichend verschoben werden
Ein Prozess kippt selten plötzlich. Meist wird er Schritt für Schritt an eine Grenze geführt, die niemand bewusst festgelegt hat.
Ein etwas höherer Vorschub, eine verkürzte Bearbeitungszeit, ein späterer Werkzeugwechsel. Für sich genommen wirken diese Anpassungen sinnvoll, weil das Ergebnis zunächst unverändert bleibt. Das Bauteil passt weiterhin, und genau das bestätigt die Entscheidung.
Über Zeit entsteht so ein neuer Zustand, ohne dass er klar benannt wird. Der Prozess liefert weiterhin gute Teile, aber die ursprünglichen Reserven sind nicht mehr vorhanden. Was früher mit Abstand funktioniert hat, läuft jetzt nahe an einer Grenze, die im Alltag kaum sichtbar ist.
An der Maschine zeigt sich das indirekt. Geräusche verändern sich leicht, der Eingriff wirkt unruhiger oder das Werkzeugbild wird ungleichmäßiger. Diese Veränderungen werden wahrgenommen, aber selten eingeordnet. Solange das Bauteil innerhalb der Toleranz liegt, fehlt der Anlass, diese Signale ernst zu nehmen.
Das Problem liegt nicht in der einzelnen Anpassung, sondern in ihrer Summe. Jede Entscheidung verschiebt den Prozess ein Stück weiter, ohne dass klar wird, wo die neue Grenze liegt. Die Bearbeitung funktioniert noch, aber sie reagiert empfindlicher auf Störungen.
Das Teil bleibt gut. Die Reserve ist es nicht mehr.
Qualität ist mehr als Maßhaltigkeit
Im Alltag wird Qualität häufig auf das reduziert, was messbar ist. Maß, Form, Lage, Oberfläche. Diese Größen sind notwendig, weil sie das Bauteil eindeutig beschreiben. Sie sind aber nicht ausreichend, um die Qualität der Arbeit zu beurteilen, die zu diesem Bauteil geführt hat.
Ein Teil kann alle Anforderungen erfüllen und trotzdem unter Bedingungen entstanden sein, die auf Dauer nicht tragfähig sind. Wenn Werkzeugverschleiß stark schwankt, wenn die Bearbeitung nur mit Nachregeln stabil bleibt oder wenn die Maschine permanent an der Grenze läuft, dann ist die Qualität des Prozesses eine andere als die des Bauteils.
Diese Unterscheidung wird meist erst dann relevant, wenn Probleme auftreten. Solange die Teile passen, wird die Art und Weise ihrer Entstehung kaum hinterfragt. Erst wenn Ausschuss entsteht oder Standzeiten einbrechen, wird sichtbar, dass die Qualität nicht im Prozess verankert war, sondern im ständigen Ausgleichen von Abweichungen.
Dabei ist Maßhaltigkeit nur das sichtbare Ergebnis eines komplexen Zusammenspiels. Werkzeug, Maschine, Aufspannung und Werkstoff wirken gleichzeitig auf das Bauteil ein. Wenn dieses Zusammenspiel aus dem Gleichgewicht gerät, kann das Ergebnis trotzdem noch stimmen, aber der Aufwand steigt und die Sicherheit sinkt.
Qualität, die sich nur im fertigen Teil zeigt, ist begrenzt aussagekräftig. Entscheidend ist, ob sie im Prozess selbst angelegt ist oder erst am Ende sichtbar wird.
Abhängigkeiten werden oft unterschätzt
Ein Prozess wirkt oft eindeutig festgelegt. Werkzeug ist definiert, Schnittwerte sind bekannt, die Aufspannung ist geklärt. Daraus entsteht schnell der Eindruck, dass sich der Ablauf zuverlässig wiederholen lässt.
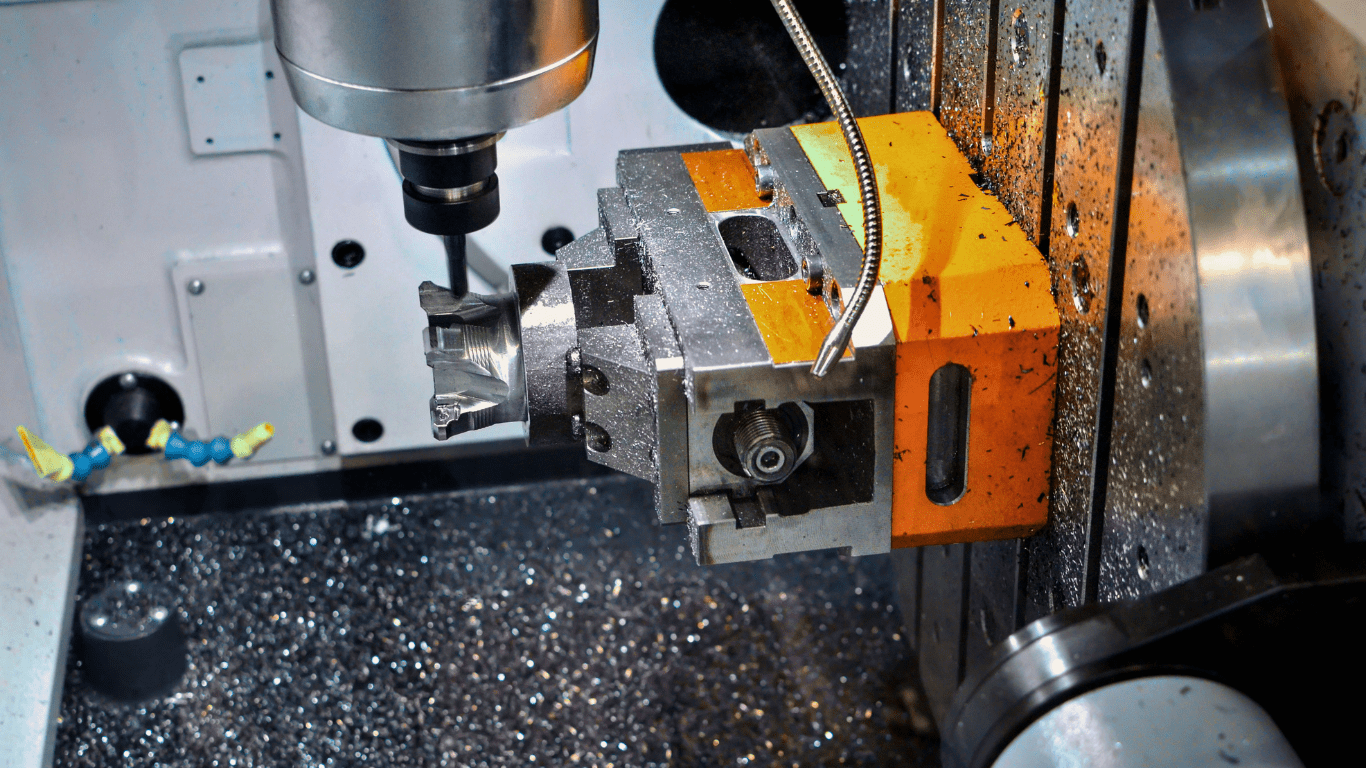
In der Praxis zeigt sich jedoch etwas anderes. Gleiche Parameter führen nicht automatisch zum gleichen Verhalten. Zwei Maschinen mit identischer Aufgabe können unterschiedlich reagieren, obwohl beide Teile innerhalb der Toleranz liegen. Der Unterschied wird nicht im Maß sichtbar, sondern im Eingriff.
Die Maschine bestimmt, wie ein Werkzeug arbeitet. Steifigkeit, Dämpfung und Zustand der Führungen wirken direkt auf den Schnitt. Ein Werkzeug, das auf einer Maschine ruhig läuft, kann auf einer anderen deutlich unruhiger reagieren, obwohl nichts verändert wurde.
Ähnlich verhält es sich mit dem Werkstoff. Kleine Unterschiede in Struktur oder Härte reichen aus, um Schnittkräfte zu verändern. Solange ausreichend Reserve vorhanden ist, bleibt das Bauteil unauffällig. Wird diese Reserve kleiner, reagiert der Prozess spürbar.
Der Ablauf bleibt scheinbar gleich.
Das Verhalten ist es nicht.
Diese Abhängigkeiten werden oft erst dann wahrgenommen, wenn etwas nicht mehr funktioniert. Bis dahin entsteht der Eindruck, dass der Prozess stabil ist, obwohl er bereits stärker von seinen Randbedingungen bestimmt wird, als es auf den ersten Blick sichtbar ist.
Wenn Erfahrung zum Ersatz für Prozess wird
Erfahrene Mitarbeiter erkennen früh, wenn sich ein Prozess verändert. Sie hören Unterschiede im Geräusch, sehen Verschleißbilder anders und reagieren oft, bevor ein messbares Problem entsteht. Das ist ein großer Wert in der Fertigung. Gleichzeitig kann genau das dazu führen, dass ein Prozess nie wirklich sauber bewertet wird.
In vielen Fällen übernimmt Erfahrung die Rolle, die eigentlich der Prozess selbst tragen müsste. Abweichungen werden nicht abgestellt, sondern ausgeglichen. Der Ablauf funktioniert, weil jemand ständig korrigiert, nicht weil er in sich stabil ist. Das Ergebnis bleibt gut, aber die Grundlage dafür ist personengebunden.
In der Praxis zeigt sich das besonders deutlich bei Übergaben. Ein eingearbeiteter Bediener liefert über längere Zeit konstante Ergebnisse. Sobald ein anderer übernimmt, verändert sich das Bild. Die gleichen Programme, die gleichen Werkzeuge, die gleichen Parameter führen nicht mehr zu den gleichen Ergebnissen. Der Unterschied liegt nicht in der Technik, sondern in der Art, wie mit ihr umgegangen wird.
Das führt oft zu der Annahme, dass Erfahrung nicht ersetzbar ist. Tatsächlich zeigt es aber, dass der Prozess nicht ausreichend definiert ist. Wenn Qualität nur durch individuelles Eingreifen entsteht, bleibt sie schwer planbar und noch schwerer übertragbar.
Das Bauteil bleibt gut, solange die Erfahrung verfügbar ist. Die Arbeit dahinter ist es nicht zwangsläufig.
Kosten entstehen nicht erst beim Ausschuss
Solange Teile innerhalb der Toleranz liegen, wird selten von Kosten gesprochen. Ausschuss ist sichtbar, Nacharbeit ebenfalls. Alles, was darunter liegt, wird oft nicht erfasst, obwohl es den Prozess kontinuierlich belastet.
Ein typisches Beispiel ist der Werkzeugverschleiß. Wenn ein Werkzeug früher gewechselt wird als notwendig, entstehen Kosten, die im Einzelteil kaum auffallen. Wenn es zu spät gewechselt wird, steigen Kräfte, Temperaturen und Streuungen. Auch dann bleiben die Teile häufig noch innerhalb der Toleranz. Der Unterschied zeigt sich nicht im Bauteil, sondern in der Belastung des Prozesses.
Ähnlich verhält es sich mit Taktzeiten. Kleine Verzögerungen, zusätzliche Messzyklen oder vorsichtige Anpassungen im Ablauf summieren sich. Jede einzelne Entscheidung ist für sich begründbar. In der Summe entsteht jedoch ein Prozess, der mehr Zeit benötigt, als eigentlich erforderlich wäre, ohne dass dies direkt sichtbar wird.
Solche Kosten bleiben oft lange unbemerkt, weil sie nicht klar zugeordnet werden können. Es gibt kein fehlerhaftes Teil, das den Aufwand erklärt. Stattdessen entsteht ein schleichender Verlust an Effizienz, der sich erst über längere Zeiträume bemerkbar macht.
Gute Teile können unter diesen Bedingungen weiterhin entstehen. Die Arbeit, die zu ihnen führt, ist jedoch mit Aufwand verbunden, der im Ergebnis nicht sichtbar ist. Genau darin liegt ein wesentlicher Unterschied zwischen einem funktionierenden und einem tragfähigen Prozess.
Wenn Reproduzierbarkeit fehlt
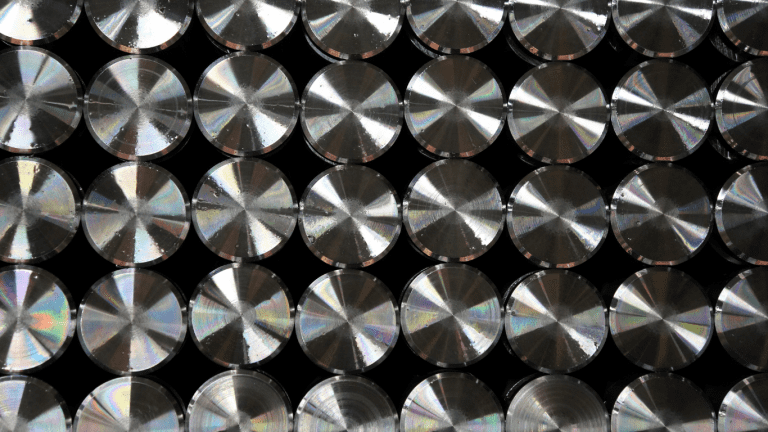
Ein Prozess zeigt seine Qualität nicht dann, wenn er einmal funktioniert, sondern wenn er unter gleichen Bedingungen immer wieder zum gleichen Ergebnis führt. Genau hier wird der Unterschied zwischen guten Teilen und guter Arbeit besonders deutlich.
In vielen Fällen lässt sich ein Auftrag erfolgreich durchfahren. Die Teile passen, der Ablauf ist bekannt, und über die Laufzeit entsteht ein stabiles Bild. Wird der gleiche Auftrag jedoch zu einem späteren Zeitpunkt erneut aufgelegt, zeigt sich oft ein anderes Verhalten. Einstellungen müssen angepasst werden, Werkzeug reagiert anders, und die Bearbeitung fühlt sich nicht mehr so ruhig an wie zuvor.
Das wird häufig auf äußere Einflüsse zurückgeführt. Materialcharge, Umgebungstemperatur oder Maschinenzustand werden als Erklärung herangezogen. Diese Faktoren spielen eine Rolle, aber sie erklären nicht, warum ein Prozess so stark auf sie reagiert. Entscheidend ist, ob ausreichend Reserven vorhanden sind, um solche Veränderungen abzufangen.
Wenn diese Reserven fehlen, wird jede kleine Abweichung spürbar. Der Prozess funktioniert weiterhin, aber er ist nicht mehr reproduzierbar im eigentlichen Sinne. Er muss jedes Mal neu „eingestellt“ werden, obwohl die Ausgangslage scheinbar identisch ist.
Das Bauteil bleibt gut, weil die Abweichungen ausgeglichen werden. Die Arbeit dahinter verliert jedoch an Verlässlichkeit. Und genau diese Verlässlichkeit ist es, die in der Praxis darüber entscheidet, ob ein Prozess tragfähig ist oder nur im Moment funktioniert.
Woran sich gute Arbeit tatsächlich zeigt
Gute Arbeit zeigt sich selten im fertigen Teil allein. Sie wird sichtbar im Verhalten des Prozesses über Zeit. Ein Ablauf, der aus sich heraus läuft, braucht keine ständigen Eingriffe. Werkzeugverschleiß ist gleichmäßig, Geräusche bleiben konstant, und Änderungen im Umfeld führen nicht sofort zu spürbaren Reaktionen.
In der Praxis bedeutet das nicht, dass ein Prozess perfekt ist. Es bedeutet, dass er verstanden ist. Die Zusammenhänge zwischen Werkzeug, Maschine, Werkstoff und Aufspannung sind so abgestimmt, dass sie sich nicht gegenseitig ausgleichen müssen. Der Prozess trägt sich selbst, statt korrigiert zu werden.
Ein solcher Zustand wirkt oft unspektakulär. Es gibt keine auffälligen Eingriffe, keine besonderen Maßnahmen und keine sichtbare „Leistung“. Genau deshalb wird er leicht übersehen oder unterschätzt. Aufmerksamkeit entsteht meist erst dann, wenn etwas nicht funktioniert. Ein ruhiger Ablauf fällt kaum auf.
In vielen Betrieben wird Arbeit dann als gut bewertet, wenn Probleme schnell gelöst werden. Das ist nachvollziehbar, weil Störungen unmittelbar sichtbar sind. Weniger sichtbar ist der Zustand, in dem Probleme gar nicht erst entstehen oder sich nur langsam entwickeln. Dieser Zustand entsteht nicht durch Reaktion, sondern durch eine saubere Auslegung und ein Verständnis der Grenzen.
Gute Teile können aus beiden Situationen entstehen. Der Unterschied liegt darin, ob der Prozess darauf angewiesen ist, ständig korrigiert zu werden, oder ob er die Qualität aus sich heraus liefert.
Ein gutes Teil ist ein Moment – gute Arbeit ist ein Zustand
Ein Bauteil zeigt immer nur einen einzelnen Punkt im Prozess. Es dokumentiert, dass in diesem Moment alles zusammengepasst hat. Mehr nicht. Ob dieser Zustand gehalten werden kann, lässt sich daraus nicht ableiten.
In der Praxis wird dieser Unterschied oft unterschätzt. Ein gelungener Lauf vermittelt Sicherheit, weil das Ergebnis sichtbar ist. Daraus entsteht schnell die Annahme, dass der Prozess insgesamt funktioniert. Tatsächlich sagt das Bauteil nur aus, dass unter genau diesen Bedingungen ein passendes Ergebnis entstanden ist.
Gute Arbeit zeigt sich erst über Zeit. Sie wird sichtbar in der Wiederholung, in der Gleichmäßigkeit und in der Art, wie ein Prozess auf Veränderungen reagiert. Wenn sich Werkzeugstandzeiten vorhersehbar entwickeln, wenn Eingriffe selten nötig sind und wenn Abweichungen nicht sofort zu Problemen führen, entsteht ein Zustand, der unabhängig vom einzelnen Bauteil trägt.
Das bedeutet nicht, dass Abweichungen verschwinden. Es bedeutet, dass sie eingeordnet werden können und den Prozess nicht sofort aus dem Gleichgewicht bringen. Die Qualität liegt dann nicht nur im Ergebnis, sondern im Verhalten des gesamten Systems.
Ein gutes Teil kann der Anfang eines guten Prozesses sein. Es kann aber genauso gut das Ergebnis eines instabilen Ablaufs sein, der im richtigen Moment funktioniert hat. Der Unterschied wird nicht am Werkstück sichtbar, sondern in dem, was davor und danach passiert.
Damit verliert das einzelne Bauteil seine Rolle als alleiniger Maßstab. Es bleibt wichtig, aber es reicht nicht aus, um die Qualität der Arbeit dahinter zu beurteilen.
Was man sieht – und was man nicht bewertet
An der Maschine fällt zuerst das auf, was sich messen oder hören lässt. Maßabweichungen, Oberflächenfehler, ungewöhnliche Geräusche. Das sind klare Signale, auf die reagiert wird. Alles andere läuft im Hintergrund.
Ein Prozess kann über längere Zeit unauffällig wirken, obwohl er sich bereits verändert hat. Verschleißbilder werden ungleichmäßiger, der Eingriff wird etwas härter, die Reaktion auf kleine Änderungen wird direkter. Nichts davon führt sofort zu einem fehlerhaften Teil. Deshalb bleibt es oft unbeachtet.
Die Wahrnehmung richtet sich auf das Ergebnis, nicht auf das Verhalten. Solange das Bauteil passt, wird der Weg dorthin kaum hinterfragt. Der Prozess wird als gegeben hingenommen, obwohl er sich längst von seinem ursprünglichen Zustand entfernt hat.
Erst wenn das Ergebnis sichtbar leidet, entsteht Handlungsdruck. Dann wird korrigiert, angepasst, nachgestellt. Was dabei oft fehlt, ist die Einordnung, wann der Prozess begonnen hat, sich zu verändern. Der Übergang ist fließend und wird im Alltag selten klar erkannt.
Das führt dazu, dass viele Abläufe erst dann Aufmerksamkeit bekommen, wenn sie bereits instabil sind. Die Phase davor, in der sich das Verhalten langsam verschiebt, bleibt ungenutzt. Genau dort entscheidet sich jedoch, ob ein Prozess langfristig tragfähig bleibt oder nur noch auf Reaktion angewiesen ist.
Gute Teile schlechte Arbeit: Das Bauteil ist nicht der Maßstab
Ein gutes Teil führt schnell zu einer klaren Bewertung. In Ordnung oder nicht in Ordnung. Diese Einteilung ist notwendig, weil Entscheidungen getroffen werden müssen. Sie greift jedoch zu kurz, wenn sie sich ausschließlich am Bauteil orientiert.
Zwischen einem Bauteil, das aus einem stabilen Prozess entsteht, und einem, das nur durch ständiges Eingreifen passt, besteht ein Unterschied, der im Ergebnis nicht sichtbar wird. Beide Teile können innerhalb der Toleranz liegen. Der Weg dorthin ist nicht derselbe.
Dieser Unterschied wird meist erst dann relevant, wenn sich Rahmenbedingungen ändern. Ein sauber eingeordneter Prozess bleibt ruhig, auch wenn sich Details verschieben. Ein Prozess, der nur über das Ergebnis bewertet wurde, reagiert deutlich empfindlicher.
Das Bauteil zeigt das Ergebnis.
Der Prozess zeigt die Belastbarkeit.
Beides ist nicht das Gleiche.
Ein gutes Teil bestätigt, dass ein Ergebnis erreicht wurde.
Der Unterschied liegt nicht im Bauteil. Er liegt in dem, was davor und danach passiert.
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.