Schnittdaten in der Zerspanung – warum sie nie allgemein gültig sind
Inhalt
Schnittdaten in der Zerspanung wirken eindeutig – der Prozess ist es nicht
Schnittdaten in der Zerspanung gehören zu den ersten Informationen, die bei einem neuen Werkzeug oder einer neuen Bearbeitung genannt werden. Schnittgeschwindigkeit, Vorschub und Schnitttiefe stehen in Katalogen, Datenblättern und CAM-Systemen. Sie wirken präzise und technisch abgesichert. Wer sie übernimmt, so entsteht schnell der Eindruck, arbeitet innerhalb eines klar definierten Rahmens.
In der Realität der Fertigung zeigt sich jedoch schnell, dass diese Zahlen nur einen Teil des Prozesses beschreiben. Zwei Bearbeitungen können mit identischen Schnittdaten in der Zerspanung programmiert sein und sich trotzdem völlig unterschiedlich verhalten. Ein Werkzeug läuft auf einer Maschine stabil und beginnt auf einer anderen Maschine plötzlich zu vibrieren. Ein Werkstoff, der gestern problemlos zerspanbar war, zeigt bei der nächsten Charge eine deutlich andere Spanbildung. Selbst kleine Unterschiede in der Aufspannung können dazu führen, dass ein Prozess seine Stabilität verliert.
Diese Erfahrung gehört zum Alltag vieler Einrichter und Zerspanungsmechaniker. Die angegebenen Werte stimmen technisch, und trotzdem passt der Prozess nicht zum erwarteten Verhalten. Die Ursache liegt selten in einer einzelnen falschen Zahl. Viel häufiger zeigt sich, dass Schnittdaten in der Zerspanung nur unter bestimmten Voraussetzungen tatsächlich die Wirkung entfalten, die in Tabellen oder Katalogen beschrieben wird.
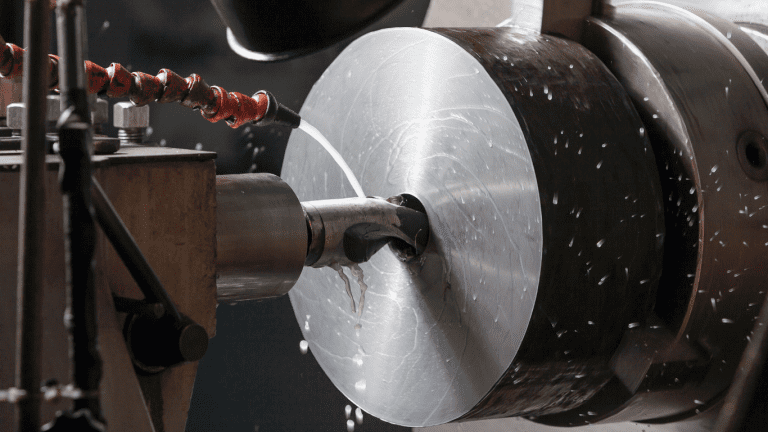
Der Grund dafür liegt in der Natur des Zerspanprozesses selbst. Beim Drehen, Fräsen oder Bohren greifen mehrere physikalische Zusammenhänge gleichzeitig ineinander. Werkzeuggeometrie, Werkstoffstruktur, Maschinensteifigkeit und Aufspannung beeinflussen sich gegenseitig. Wird einer dieser Faktoren verändert, kann sich das gesamte Prozessverhalten verschieben.
Schnittdaten in der Zerspanung sind deshalb kein fertiges Rezept für einen stabilen Prozess. Sie sind eher ein Ausgangspunkt, von dem aus sich eine Bearbeitung entwickeln lässt. Erst im Zusammenspiel mit der konkreten Maschine, dem realen Werkstück und der tatsächlichen Aufspannung entsteht der Prozess, der später in der Serie laufen soll.
Wer diese Grenze erkennt, versteht auch, warum Schnittdaten zwar unverzichtbar sind – aber niemals allgemeingültig sein können.
Warum Schnittdaten in der Zerspanung überhaupt existieren
Schnittdaten in der Zerspanung entstehen nicht zufällig. Werkzeughersteller, Forschungseinrichtungen und Anwendungstechniker ermitteln sie unter definierten Bedingungen. Ziel ist es, für ein bestimmtes Werkzeug und einen bestimmten Werkstoff einen Bereich zu bestimmen, in dem Spanbildung, Werkzeugverschleiß und thermische Belastung kontrollierbar bleiben.
Solche Versuche finden meist unter möglichst stabilen Voraussetzungen statt. Die Maschine ist steif, die Aufspannung sauber ausgelegt und der Werkstoff entspricht genau der Spezifikation, für die das Werkzeug vorgesehen ist. Unter diesen Bedingungen lassen sich Schnittgeschwindigkeit, Vorschub und Schnitttiefe systematisch variieren. Die Ergebnisse werden anschließend in Tabellen oder Diagrammen zusammengefasst.
Diese Werte sind technisch korrekt. Sie zeigen, in welchem Bereich ein Werkzeug grundsätzlich arbeiten kann. Gleichzeitig beschreiben sie aber immer nur einen idealisierten Zustand. In der realen Fertigung liegen die Bedingungen selten so klar vor wie in einem Versuchsfeld oder Vorführzentrum.
Schon kleine Unterschiede können den Prozess deutlich verändern. Eine längere Werkzeugauskragung erhöht die elastische Bewegung im System. Eine andere Werkzeugaufnahme verändert die Steifigkeit zwischen Revolver und Schneide. Selbst identische Maschinentypen verhalten sich unterschiedlich, wenn Führungen verschlissen sind oder die Maschine thermisch anders reagiert.
Auch der Werkstoff entspricht im Alltag selten exakt dem Material aus den Versuchen. Unterschiedliche Chargen, Wärmebehandlungen oder Gefügestrukturen beeinflussen die Zerspanbarkeit. Ein Stahl mit derselben Werkstoffnummer kann sich deshalb deutlich anders verhalten als erwartet.
Schnittdaten in der Zerspanung sind deshalb keine direkte Beschreibung des realen Prozesses. Sie sind vielmehr eine Referenz aus einem definierten technischen Rahmen. Sie zeigen, was unter bestimmten Voraussetzungen möglich ist, nicht zwingend das, was in jeder Fertigungssituation stabil funktioniert.
Gerade weil sie unter klaren Bedingungen entstehen, sind diese Daten trotzdem wertvoll. Sie geben eine Orientierung und machen Prozesse vergleichbar. Entscheidend ist jedoch, sie nicht als endgültige Vorgabe zu verstehen. Ihr eigentlicher Nutzen liegt darin, einen Ausgangspunkt zu liefern, von dem aus sich der reale Prozess weiterentwickeln lässt.
Der häufigste Denkfehler: Zahlen werden mit Prozessstabilität verwechselt
Ein häufiger Denkfehler besteht darin, Schnittdaten als Empfehlung zu verstehen. Tatsächlich sind sie eher eine Ausgangsbasis. Wer sie ungeprüft übernimmt, überträgt Verantwortung an eine Tabelle. Das funktioniert so lange, bis der Prozess instabil wird. Dann wird nachjustiert, ohne die Ursachen wirklich zu verstehen.
Ein weiterer Fehler ist die Annahme, dass Abweichungen nach unten sicher seien. Niedrigere Schnittgeschwindigkeit oder Vorschub gelten oft als konservativ. In Wirklichkeit können genau diese Anpassungen zu Aufbauschneiden, schlechter Spanbildung oder erhöhtem Verschleiß führen. Die Vorstellung, man könne durch vorsichtiges Reduzieren automatisch auf der sicheren Seite sein, hält der Praxis häufig nicht stand. Auch hier zeigt sich, dass Schnittdaten ohne Kontext keine belastbare Entscheidungsgrundlage sind.
Abhängigkeiten im Prozess
Ein verbreiteter Irrtum in der Fertigung besteht darin, Schnittdaten in der Zerspanung direkt mit Prozessstabilität gleichzusetzen. Wenn die angegebenen Werte aus einem Katalog oder Datenblatt übernommen wurden, entsteht schnell das Gefühl, der Prozess sei technisch korrekt eingestellt. Die Zahlen wirken präzise, und damit scheint auch der Ablauf der Bearbeitung klar definiert.
In der Praxis zeigt sich jedoch oft ein anderes Bild. Ein Prozess kann exakt mit den empfohlenen Schnittdaten laufen und trotzdem instabil sein. Die Oberfläche verändert sich von Bauteil zu Bauteil, das Werkzeug zeigt ungewöhnliche Verschleißbilder oder Maßabweichungen treten scheinbar ohne erkennbaren Grund auf. Die Zahlen stimmen – und dennoch verhält sich der Prozess nicht so, wie es die Tabellen erwarten lassen.
Der Grund liegt darin, dass Schnittdaten in der Zerspanung nur einen kleinen Teil des gesamten Systems beschreiben. Sie definieren die Bewegung zwischen Werkzeug und Werkstück, aber sie sagen nichts über die tatsächliche Stabilität der Maschine, die Aufspannung oder die Belastung des Werkstücks aus. Genau diese Faktoren entscheiden jedoch oft darüber, ob eine Bearbeitung dauerhaft stabil bleibt.
Ein typisches Beispiel sind Vibrationen. Selbst moderate Schnittgeschwindigkeiten können zu Schwingungen führen, wenn Werkzeugauskragung, Aufspannung oder Bauteilgeometrie ungünstig zusammenwirken. Die Ursache liegt dann nicht in einer einzelnen falschen Zahl, sondern im Zusammenspiel mehrerer Einflüsse, die in keiner Tabelle vollständig erfasst werden.
Ähnlich verhält es sich beim Werkzeugverschleiß. Ein Prozess kann formal innerhalb der empfohlenen Schnittdaten laufen und dennoch eine ungewöhnlich kurze Standzeit erzeugen. Die Schneide wird dann nicht durch zu hohe Belastung zerstört, sondern durch ungünstige Spanbildung oder instabile Schnittbedingungen.
Schnittdaten in der Zerspanung geben also keinen direkten Hinweis darauf, ob ein Prozess stabil ist. Sie beschreiben lediglich einen möglichen Arbeitsbereich. Stabilität entsteht erst dann, wenn alle beteiligten Faktoren – Maschine, Werkzeug, Werkstoff und Aufspannung – tatsächlich zusammenpassen.
Wer diese Unterscheidung versteht, betrachtet Schnittdaten anders. Sie sind nicht der Beweis für einen funktionierenden Prozess, sondern lediglich der Ausgangspunkt für dessen Entwicklung.
Woran man falsche Schnittdaten zuerst erkennt
Viele Probleme zeigen sich nicht im Maß, sondern im Prozess selbst.
Typische Hinweise auf ungünstige Schnittdaten in der Zerspanung sind:
• ungewöhnliche Spanformen
• plötzlich steigender Werkzeugverschleiß
• matte oder unruhige Oberfläche
• verändertes Geräusch beim Schnitt
• instabiler Spanfluss
In der Praxis sind das oft die ersten Signale, dass Schnittgeschwindigkeit, Vorschub oder Zustellung nicht zum System aus Werkzeug, Material und Maschine passen.
Maschine, Werkzeugaufnahme und Auskragung verändern den Prozess
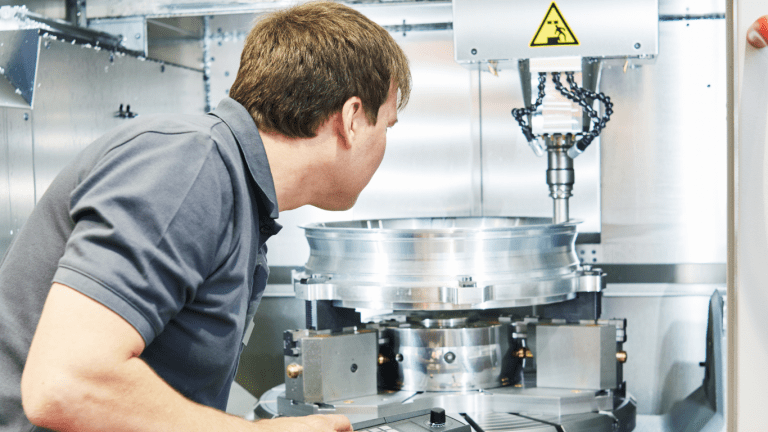
Schnittdaten in der Zerspanung werden häufig so behandelt, als würden sie unabhängig von der Maschine gelten. In vielen Tabellen erscheint es, als ließen sich Schnittgeschwindigkeit, Vorschub und Schnitttiefe direkt übertragen. In der Realität ist die Maschine jedoch ein entscheidender Bestandteil des Prozesses.
Jede Maschine besitzt eine eigene Steifigkeit. Führungen, Spindellagerung, Revolverkonstruktion und Maschinenbett bestimmen, wie stark sich das System unter Last bewegt. Selbst Maschinen desselben Typs können sich unterschiedlich verhalten, etwa durch Verschleiß, Wartungszustand oder thermische Veränderungen während des Betriebs. Diese Unterschiede wirken sich unmittelbar auf den Zerspanprozess aus.
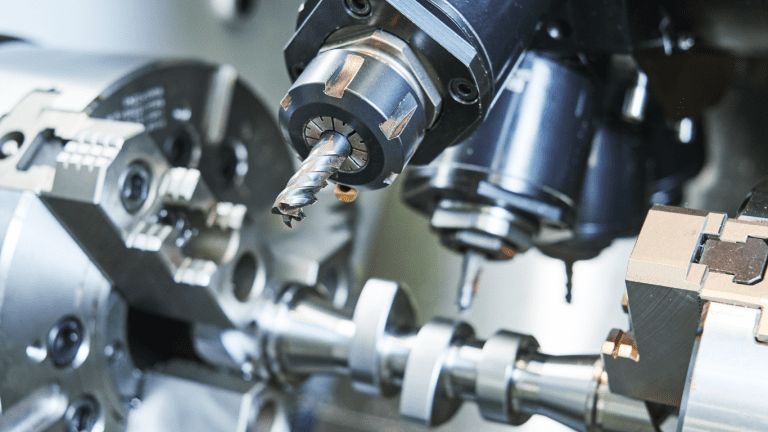
Besonders deutlich wird dieser Effekt bei der Werkzeugaufnahme. Zwischen Revolver oder Spindel und der Schneide liegen mehrere Bauteile: Halter, Adapter, eventuell Verlängerungen oder modulare Systeme. Jede Verbindung bringt eigene Toleranzen und eine gewisse Elastizität in den Prozess. Diese Beweglichkeit kann so gering sein, dass sie kaum auffällt – oder groß genug, um das Verhalten der Schneide deutlich zu verändern.
Noch stärker wird dieser Einfluss durch die Werkzeugauskragung. Je länger der Abstand zwischen Werkzeugaufnahme und Schneide ist, desto größer wird die Hebelwirkung. Kräfte, die im Schnitt entstehen, führen dann schneller zu elastischen Bewegungen im Werkzeug. Diese Bewegungen sind oft so klein, dass sie kaum sichtbar sind, aber sie verändern die Spanbildung und können Schwingungen begünstigen.
In solchen Situationen helfen selbst korrekt gewählte Schnittdaten in der Zerspanung nur begrenzt. Der Prozess reagiert empfindlicher auf Belastungen, und scheinbar moderate Parameter können bereits zu instabilem Verhalten führen. Umgekehrt kann ein sehr steifes System deutlich höhere Belastungen verkraften, ohne dass der Prozess seine Stabilität verliert.
Deshalb lassen sich Schnittdaten nie isoliert betrachten. Ihre Wirkung hängt immer davon ab, wie stabil das gesamte System aus Maschine, Werkzeugaufnahme und Auskragung aufgebaut ist. Erst wenn diese Faktoren zusammenpassen, zeigen die angegebenen Werte tatsächlich das Verhalten, das in Tabellen oder Katalogen beschrieben wird.
Der Werkstoff ist selten der Werkstoff aus der Tabelle
Auch der Werkstoff wird in der Zerspanung häufig als feste Größe betrachtet. In Tabellen erscheinen Werkstoffnummern oder Materialgruppen, zu denen bestimmte Schnittdaten angegeben werden. Dadurch entsteht leicht der Eindruck, ein bestimmter Stahl oder eine bestimmte Legierung verhalte sich in jeder Situation gleich.
In der Praxis zeigt sich jedoch schnell, dass sich selbst Werkstoffe mit identischer Bezeichnung unterschiedlich zerspanen lassen. Schnittdaten in der Zerspanung beziehen sich meist auf einen typischen Vertreter einer Werkstoffgruppe. Der reale Werkstoff kann jedoch in mehreren Punkten davon abweichen.
Ein wichtiger Faktor ist die Wärmebehandlung. Härte, Gefügestruktur und innere Spannungen beeinflussen, wie sich ein Werkstoff beim Zerspanen verhält. Zwei Bauteile mit derselben Werkstoffnummer können sich deshalb deutlich unterschiedlich bearbeiten lassen, wenn sie aus verschiedenen Wärmebehandlungszuständen stammen.
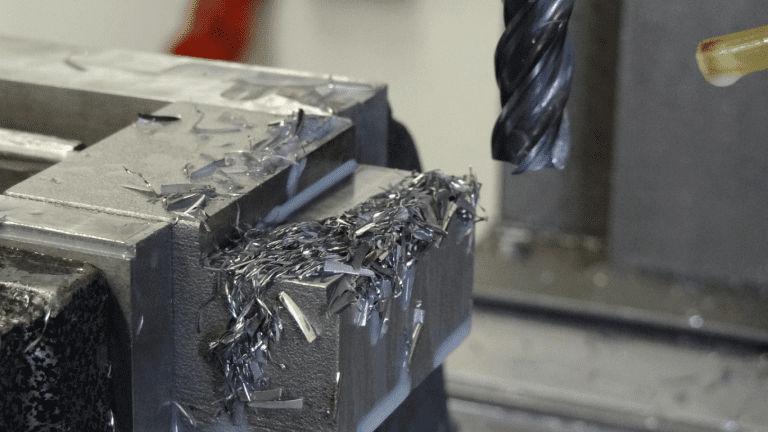
Auch die Herkunft des Materials spielt eine Rolle. Unterschiedliche Schmelzen oder Chargen können kleine Veränderungen in der chemischen Zusammensetzung aufweisen. Diese Unterschiede sind für die Funktion des Bauteils meist unkritisch, können aber die Spanbildung beeinflussen. Manche Chargen bilden stabile, kurze Späne, während andere eher zu langen oder unruhigen Spänen neigen.
Hinzu kommen Einflüsse aus der Vorbearbeitung. Schmieden, Walzen oder vorherige Bearbeitungsschritte verändern die Struktur des Materials. Selbst geringe Unterschiede können dazu führen, dass ein Prozess mit identischen Schnittdaten in der Zerspanung plötzlich anders reagiert.
Für den Einrichter an der Maschine zeigt sich das oft sehr direkt. Ein Prozess läuft über mehrere Bauteile stabil, und plötzlich verändert sich das Verhalten der Späne oder der Verschleiß der Schneide. Die Ursache liegt dann nicht unbedingt im Werkzeug oder in der Maschine, sondern im Werkstoff selbst.
Schnittdaten können diese Streuung naturgemäß nicht vollständig berücksichtigen. Sie bieten eine Orientierung für eine Werkstoffgruppe, nicht für jede einzelne Materialcharge. Wer Zerspanprozesse stabil betreiben will, muss deshalb immer damit rechnen, dass sich der reale Werkstoff etwas anders verhält als der Werkstoff aus der Tabelle.
Warum „langsamer fahren“ oft nicht die sichere Lösung ist
Wenn ein Prozess Schwierigkeiten macht, liegt eine naheliegende Reaktion darin, die Belastung zu reduzieren. In vielen Fertigungen gilt es als vorsichtige Maßnahme, Schnittgeschwindigkeit oder Vorschub zu verringern. Der Gedanke dahinter ist verständlich: geringere Belastung sollte auch geringeren Verschleiß und damit mehr Stabilität bedeuten.
In der Praxis zeigt sich jedoch häufig das Gegenteil. Schnittdaten in der Zerspanung funktionieren nicht linear. Eine Reduzierung der Werte kann das Prozessverhalten ebenso verändern wie eine Erhöhung – manchmal sogar in unerwarteter Richtung.
Ein typisches Beispiel ist die Spanbildung. Viele Schneidengeometrien sind darauf ausgelegt, dass ein bestimmter Spanfluss entsteht. Wird die Schnittgeschwindigkeit oder der Vorschub zu stark reduziert, verändert sich dieser Mechanismus. Der Span bricht nicht mehr sauber, sondern beginnt zu schmieren oder an der Schneide zu haften. Es entstehen Aufbauschneiden, die Oberfläche wird unruhig und das Werkzeug verschleißt schneller als zuvor.
Ähnlich verhält es sich bei Schwingungen. Vibrationen entstehen nicht nur durch hohe Belastungen, sondern auch durch ungünstige Kombinationen von Vorschub, Drehzahl und Systemsteifigkeit. Wird die Drehzahl reduziert, kann sich das Verhältnis zwischen Schnittkraft und Eigenfrequenz des Systems so verändern, dass Schwingungen sogar stärker werden.
Gerade bei dünnwandigen Bauteilen oder längeren Werkzeugauskragungen zeigt sich dieser Effekt häufig. Der Prozess wirkt zunächst ruhiger, weil die Belastung scheinbar geringer ist. Gleichzeitig verändert sich jedoch die Spanbildung oder die Schnittkraftverteilung so, dass die Schneide ungleichmäßiger belastet wird.
Schnittdaten in der Zerspanung lassen sich deshalb nicht einfach in Richtung „sicherer“ verschieben. Jede Veränderung beeinflusst mehrere physikalische Zusammenhänge gleichzeitig. Eine Anpassung kann sinnvoll sein – sie muss jedoch immer im Zusammenhang mit dem gesamten Prozess betrachtet werden.
Erfahrene Einrichter reagieren deshalb oft anders. Sie verändern Parameter nicht nur nach unten, sondern prüfen, in welchem Bereich der Prozess tatsächlich stabil läuft. Manchmal liegt dieser Bereich sogar oberhalb der ursprünglichen Tabellenwerte.
Wenn Schnittdaten anfangen, den Prozess zu verstecken
Schnittdaten in der Zerspanung werden häufig als erste Stellgröße betrachtet, wenn ein Prozess nicht wie erwartet läuft. Die naheliegende Reaktion besteht darin, Drehzahl, Vorschub oder Schnitttiefe anzupassen. In vielen Fällen gelingt es damit tatsächlich, ein Problem kurzfristig zu entschärfen. Der Prozess wirkt ruhiger, das Werkzeug hält etwas länger oder die Oberfläche verbessert sich.
Diese Anpassungen können sinnvoll sein. Gleichzeitig bergen sie eine Gefahr: Sie können die eigentliche Ursache eines Problems verdecken.
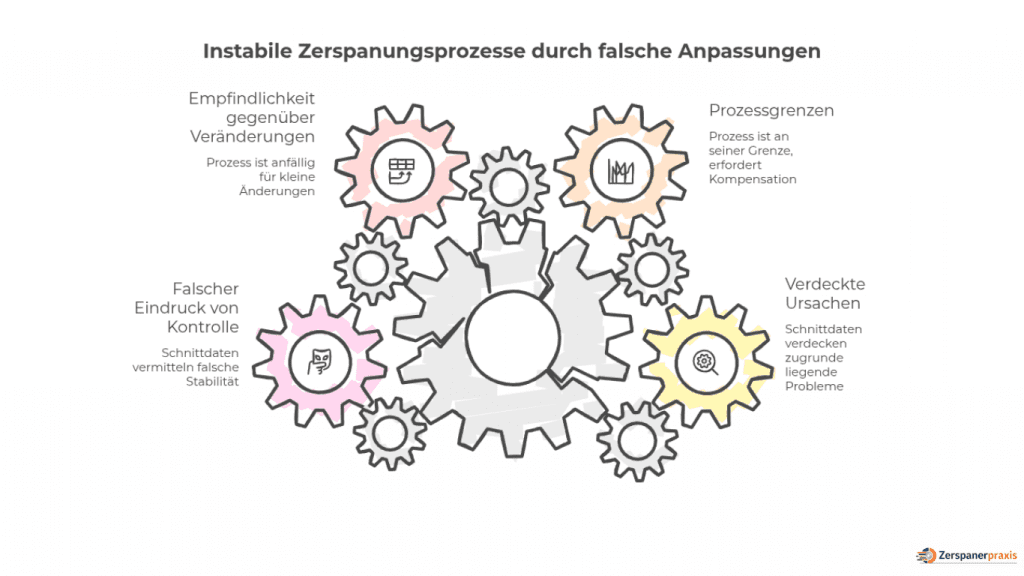
Ein Prozess, der nur durch veränderte Schnittdaten stabil gehalten werden kann, ist oft bereits an seiner Grenze. Die Zahlen wirken dann wie eine Art Kompensation. Statt die zugrunde liegenden Einflüsse zu betrachten – etwa Aufspannung, Werkzeugauskragung oder Bauteilgeometrie – wird der Prozess über Parameter gesteuert. Solange die Bearbeitung läuft, scheint das ausreichend zu sein.
Langfristig führt diese Vorgehensweise jedoch häufig zu neuen Schwierigkeiten. Ein Werkzeugwechsel, eine andere Materialcharge oder eine kleine Änderung im Ablauf können den Prozess sofort wieder aus dem Gleichgewicht bringen. Die zuvor angepassten Schnittdaten verlieren ihre Wirkung, weil sie nicht die Ursache des Problems adressiert haben.
Gerade in Serienfertigungen zeigt sich dieser Effekt besonders deutlich. Ein Prozess läuft zunächst scheinbar stabil, weil die Parameter so weit angepasst wurden, dass er gerade noch funktioniert. Sobald jedoch eine kleine Veränderung eintritt – etwa ein anderes Spannmittel oder eine geringfügig längere Werkzeugauskragung – verschiebt sich das Verhalten erneut.
Schnittdaten in der Zerspanung können deshalb auch dazu führen, dass ein Prozess schwieriger zu beurteilen ist. Sie vermitteln den Eindruck von Kontrolle, obwohl die eigentliche Stabilität noch gar nicht erreicht wurde. Die Bearbeitung funktioniert dann nicht aufgrund eines stabilen Systems, sondern weil mehrere Parameter das System gleichzeitig ausgleichen.
Ein stabiler Prozess entsteht jedoch anders. Er basiert darauf, dass Maschine, Werkzeug und Werkstück mechanisch so zusammenarbeiten, dass der Schnitt grundsätzlich ruhig und reproduzierbar bleibt. Erst wenn diese Grundlage stimmt, entfalten die gewählten Schnittdaten ihre volle Wirkung.
Wie erfahrene Einrichter tatsächlich mit Schnittdaten arbeiten
In der täglichen Fertigung zeigt sich ein deutlicher Unterschied zwischen Tabellenwissen und praktischer Erfahrung. Einsteiger orientieren sich oft stark an den angegebenen Schnittdaten. Sie suchen nach den richtigen Zahlen, weil diese Werte zunächst wie eine klare Anleitung wirken. Die Vorstellung liegt nahe, dass ein Prozess stabil läuft, wenn die empfohlenen Parameter eingehalten werden.
Erfahrene Einrichter betrachten Schnittdaten in der Zerspanung meist anders. Für sie sind diese Werte keine Vorgabe, sondern eine erste Orientierung. Sie geben einen Bereich an, in dem ein Werkzeug grundsätzlich arbeiten kann. Ob dieser Bereich im eigenen Prozess funktioniert, zeigt sich jedoch erst an der Maschine.
Deshalb beginnt die eigentliche Beurteilung oft nicht mit den Zahlen, sondern mit der Beobachtung des Prozesses. Wie bildet sich der Span? Wie klingt der Schnitt? Verändert sich das Verschleißbild der Schneide ungewöhnlich schnell? Solche Hinweise liefern oft mehr Informationen über die Stabilität des Prozesses als eine einzelne Zahl in einem Datenblatt.
Ein erfahrener Einrichter nutzt Schnittdaten deshalb als Referenzpunkt. Sie helfen dabei einzuschätzen, ob ein Prozess grundsätzlich im erwarteten Bereich arbeitet oder ob er sich bereits deutlich davon entfernt hat. Gleichzeitig wird immer berücksichtigt, welche Besonderheiten im konkreten Setup vorliegen: Maschinensteifigkeit, Werkzeugauskragung, Bauteilgeometrie oder Aufspannung.
Auf dieser Grundlage entstehen Anpassungen. Sie erfolgen jedoch nicht blind in Richtung höherer oder niedrigerer Werte, sondern im Zusammenhang mit dem beobachteten Verhalten des Prozesses. Ein Vorschub wird beispielsweise verändert, weil sich die Spanbildung verbessern soll – nicht nur, weil eine Tabelle einen bestimmten Bereich vorgibt.
Dieses Vorgehen zeigt, dass Schnittdaten in der Zerspanung ihren größten Nutzen nicht als feste Vorgabe haben. Ihr Wert liegt darin, einen technischen Bezugspunkt zu liefern, an dem sich ein realer Prozess orientieren lässt. Erst durch Erfahrung, Beobachtung und Einordnung werden aus diesen Zahlen tatsächlich funktionierende Bearbeitungen.
Schnittdaten in der Zerspanung sind Referenz – kein Rezept
Schnittdaten in der Zerspanung sind aus der Fertigung nicht wegzudenken. Sie finden sich in Werkzeugkatalogen, Datenblättern, CAM-Systemen und technischen Tabellenwerken. Ohne sie wäre es deutlich schwieriger, neue Bearbeitungen zu beginnen oder Prozesse vergleichbar zu machen. Sie schaffen einen gemeinsamen Ausgangspunkt in einer komplexen technischen Umgebung.
Gerade deshalb ist es wichtig, ihre tatsächliche Bedeutung richtig einzuordnen. Schnittdaten beschreiben keinen fertigen Prozess. Sie zeigen lediglich, in welchem Bereich ein Werkzeug unter bestimmten Bedingungen arbeiten kann. Die reale Bearbeitung entsteht erst dort, wo Maschine, Werkzeug, Werkstoff und Aufspannung tatsächlich zusammenkommen.
Diese Grenze wird in der Praxis häufig sichtbar. Ein Prozess kann exakt innerhalb der angegebenen Schnittdaten laufen und dennoch instabil sein. Umgekehrt kann eine Bearbeitung deutlich außerhalb der empfohlenen Werte funktionieren, wenn das System aus Maschine, Werkzeug und Bauteil ausreichend stabil ist. Die Zahlen allein entscheiden also nicht darüber, ob ein Prozess zuverlässig läuft.
Wer Schnittdaten in der Zerspanung als feste Vorgabe versteht, läuft deshalb Gefahr, Verantwortung an Tabellen zu übertragen. Der Prozess wird dann nicht mehr aktiv beurteilt, sondern lediglich mit vorgegebenen Werten betrieben. Das kann kurzfristig funktionieren, führt jedoch selten zu dauerhaft stabilen Ergebnissen.
Eine sinnvollere Betrachtung sieht Schnittdaten als Referenzpunkt. Sie helfen dabei, den eigenen Prozess einzuordnen und technische Zusammenhänge besser zu verstehen. Abweichungen von diesen Werten sind dabei kein Fehler, sondern oft eine notwendige Anpassung an die reale Situation in der Fertigung.
Zerspanung ist letztlich kein reines Zahlenwerk. Sie ist ein Zusammenspiel aus Mechanik, Materialverhalten und Erfahrung. Schnittdaten können dieses Zusammenspiel nicht vollständig abbilden – aber sie können helfen, es zu strukturieren.
Wer sie in diesem Sinne nutzt, erkennt schnell ihren eigentlichen Wert: nicht als Rezept für einen fertigen Prozess, sondern als Orientierung in einer komplexen technischen Realität.
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.