Warum steigende Werkzeugkosten Prozesse sichtbar machen
Inhalt
Werkzeugkosten Zerspanung: Wenn das Werkzeug zum Kostenfaktor wird
Steigende Werkzeugkosten sind für viele Betriebe gerade spürbar. Hartmetall, Beschichtungen, Sonderwerkzeuge – die Preise ziehen an. Die erste Reaktion ist meist die naheliegende: Kosten drücken, Standzeiten erhöhen, Lieferanten vergleichen.
Was dabei oft übersehen wird: Die Kosten zeigen etwas. Sie machen sichtbar, was im Prozess schon immer vorhanden war – nur nie bewertet wurde.
An der Maschine verändert sich der Blick. Ein Prozess, der über Monate stabil gelaufen ist, wirkt plötzlich anders – nicht technisch, sondern wirtschaftlich. Die Maße stimmen, die Oberfläche ist in Ordnung, die Maschine läuft ruhig. Und trotzdem entsteht ein neues Gefühl: Eine Platte, die früher kaum aufgefallen ist, wird jetzt zum Posten, der diskutiert wird.
Genau an dieser Stelle beginnt die eigentliche Veränderung. Standzeiten werden genauer beobachtet. Werkzeugwechsel werden bewusster wahrgenommen. Entscheidungen, die vorher im Hintergrund geblieben sind, rücken in den Vordergrund. Und in vielen Fällen zeigt sich dann etwas, das vorher keine Rolle gespielt hat: Der Prozess hat nie optimal gearbeitet. Er hat nur funktioniert.
In vielen Fällen zeigt sich dann etwas, das vorher keine Rolle gespielt hat: Der Prozess hat nie optimal gearbeitet. Er hat nur funktioniert. Und das ist ein Unterschied, der erst dann sichtbar wird, wenn das Werkzeug nicht mehr als selbstverständlicher Verbrauch betrachtet wird.
Werkzeug als Puffer im System
In vielen Fertigungen hat das Werkzeug über Jahre eine Rolle übernommen, die selten so benannt wurde: Es hat als Puffer funktioniert. Nicht bewusst geplant, sondern entstanden aus Erfahrung, Zeitdruck und dem Ziel, Teile sicher durch den Prozess zu bringen.
Wenn ein Eingriff nicht ganz sauber war, wurde das über das Werkzeug aufgefangen. Etwas geringere Standzeit war akzeptabel, solange die Oberfläche stimmte. Leichte Instabilitäten wurden toleriert, wenn die Maßhaltigkeit noch gegeben war. Schnittwerte wurden eher vorsichtig gewählt oder bewusst erhöht, je nachdem, was im Moment wichtiger war. Das Werkzeug hat diese Entscheidungen mitgetragen.
In der Praxis zeigt sich, dass viele Prozesse nicht auf minimale Belastung oder maximale Standzeit ausgelegt sind, sondern auf Robustheit im Alltag. Das bedeutet, dass das Werkzeug mehr leisten muss, als es rein technisch müsste. Es kompensiert kleine Abweichungen in der Aufspannung, Unterschiede im Material oder Veränderungen in der Maschine. Diese Belastung ist selten sichtbar, solange sie im Rahmen bleibt.
An der Maschine wird das oft nicht hinterfragt. Ein Prozess läuft, also wird er so weitergeführt. Die Standzeit ist vielleicht nicht optimal, aber sie ist reproduzierbar. Das reicht im Alltag häufig aus. Der Fokus liegt auf Stückzahl und Liefertreue, nicht auf der Frage, ob das Werkzeug an der Grenze arbeitet.
Genau hier setzt die Veränderung durch steigende Werkzeugkosten an. Der Puffer wird kleiner. Was früher stillschweigend über das Werkzeug ausgeglichen wurde, wird plötzlich relevant. Jeder zusätzliche Verschleiß, jede unnötige Belastung schlägt sich direkt in den Kosten nieder.
Damit verändert sich nicht nur die Kalkulation, sondern die Sicht auf den Prozess. Ein Eingriff, der technisch noch funktioniert, wird wirtschaftlich fragwürdig. Und damit rückt eine Frage in den Mittelpunkt, die vorher selten gestellt wurde: Läuft der Prozess stabil, oder wird er nur durch das Werkzeug stabil gehalten?
Wenn Standzeit zur Messgröße wird
Sobald Werkzeugkosten spürbar werden, verschiebt sich eine zentrale Kennzahl in den Vordergrund: die Standzeit. Was vorher eher nebenbei erfasst wurde, wird plötzlich zum Maßstab. Nicht als theoretischer Wert aus Versuchen, sondern als reale Größe im Alltag. Wie viele Teile laufen mit einer Schneide, bevor sie gewechselt werden muss? Wie konstant ist dieser Wert? Und wie stark schwankt er zwischen Schichten oder Maschinen?
In der Praxis zeigt sich, dass genau hier Unterschiede sichtbar werden, die vorher keine Rolle gespielt haben. Ein Prozess kann über Wochen scheinbar stabil laufen, solange das Werkzeug regelmäßig gewechselt wird. Wenn dieser Wechsel jedoch früher erfolgt als notwendig oder stark variiert, fällt das erst auf, wenn jede Schneide einen messbaren Kostenfaktor darstellt.
An der Maschine wird schnell deutlich, dass Standzeit keine isolierte Eigenschaft des Werkzeugs ist. Sie ist das Ergebnis des gesamten Eingriffs. Schnittgeschwindigkeit, Vorschub, Zustellung, aber auch Aufspannung, Kühlung und Maschinenzustand wirken gleichzeitig auf die Schneide. Wenn sich die Standzeit verändert, liegt die Ursache selten nur im Werkzeug selbst.
In vielen Betrieben entsteht in dieser Phase eine typische Reaktion: Man sucht nach „besseren“ Schneidstoffen oder Beschichtungen, um die Standzeit wieder zu erhöhen. Das ist nachvollziehbar, greift aber oft zu kurz. Denn wenn die Belastung im Prozess unverändert bleibt, verschiebt sich das Problem nur. Die Standzeit verbessert sich möglicherweise, aber die eigentliche Ursache bleibt bestehen.
Interessant wird es dort, wo Standzeit nicht mehr nur als Zahl betrachtet wird, sondern als Hinweis. Wenn zwei scheinbar identische Prozesse unterschiedliche Standzeiten liefern, zeigt das eine Abweichung im System. Diese Abweichung war vorher schon da. Sie wird nur jetzt sichtbar, weil das Werkzeug nicht mehr stillschweigend kompensiert.
Damit wird Standzeit zu etwas anderem als nur einer Leistungskennzahl. Sie wird zu einem Indikator dafür, wie gleichmäßig ein Prozess tatsächlich arbeitet. Und genau diese Gleichmäßigkeit entscheidet darüber, ob ein Prozess langfristig trägt oder nur im Moment funktioniert.
Warum gleiche Prozesse plötzlich unterschiedlich wirken
In vielen Betrieben gibt es Prozesse, die über längere Zeit als gesetzt gelten. Programme sind freigegeben, Werkzeuge definiert, Abläufe eingespielt. Wenn diese Prozesse auf mehreren Maschinen laufen oder in verschiedenen Schichten gefahren werden, geht man oft davon aus, dass sie vergleichbar sind. Solange Maß und Oberfläche stimmen, gibt es wenig Anlass, genauer hinzusehen.
Mit steigenden Werkzeugkosten verändert sich diese Wahrnehmung. Unterschiede, die vorher nicht relevant waren, werden plötzlich sichtbar. Eine Maschine erreicht mit derselben Wendeschneidplatte deutlich höhere Standzeiten als eine andere. In einer Schicht läuft der Prozess ruhig und gleichmäßig, in der nächsten steigt der Verschleiß schneller an. Technisch gesehen bleibt der Prozess gleich. In der Wirkung ist er es nicht.
In der Praxis zeigt sich, dass solche Abweichungen selten zufällig sind. Sie entstehen aus kleinen Unterschieden, die sich im Alltag einschleichen. Eine leicht andere Spannstrategie, minimale Unterschiede in der Ausrichtung, variierende Kühlbedingungen oder thermische Effekte in der Maschine. Jeder dieser Faktoren für sich genommen ist oft unkritisch. In der Summe verändern sie jedoch den Eingriff.
An der Maschine wird schnell deutlich, dass diese Unterschiede lange unbemerkt bleiben können. Solange das Werkzeug die zusätzliche Belastung trägt, gibt es keinen unmittelbaren Anlass zu reagieren. Die Teile sind in Ordnung, der Prozess läuft weiter. Erst wenn die Standzeit sinkt oder stärker schwankt, wird die Abweichung sichtbar.
Genau hier zeigt sich die eigentliche Wirkung steigender Werkzeugkosten. Sie machen Unterschiede messbar, die vorher nur latent vorhanden waren. Der Prozess wird nicht instabil, aber er wird ungleich. Und diese Ungleichheit führt dazu, dass Entscheidungen plötzlich hinterfragt werden müssen, die zuvor als selbstverständlich galten.
Damit verschiebt sich der Fokus weg von der Frage, ob ein Prozess grundsätzlich funktioniert, hin zu der Frage, ob er unter gleichen Bedingungen auch gleich arbeitet. Und genau diese Gleichmäßigkeit ist in der Praxis oft schwieriger zu erreichen, als es auf den ersten Blick wirkt.
Wenn Korrekturen nur Symptome verschieben
Sobald Unterschiede sichtbar werden, entsteht in vielen Betrieben ein vertrauter Reflex: Es wird korrigiert. Schnittwerte werden angepasst, Zustellungen reduziert, Kühlung verändert oder Werkzeuge gewechselt. Ziel ist es, die Standzeit wieder auf ein akzeptables Niveau zu bringen oder Schwankungen zu glätten. Auf den ersten Blick wirkt das logisch. Der Prozess zeigt eine Abweichung, also wird eingegriffen.
In der Praxis zeigt sich jedoch, dass diese Eingriffe häufig nur die Wirkung verändern, nicht die Ursache. Wird die Schnittgeschwindigkeit reduziert, sinkt die thermische Belastung der Schneide. Die Standzeit steigt. Gleichzeitig verlängert sich die Bearbeitungszeit. Die Kosten verschieben sich, aber sie verschwinden nicht. Wird der Vorschub angepasst, verändert sich der Span, damit auch die Belastung im Eingriff. Das Werkzeug reagiert darauf, der Prozess wirkt ruhiger. Die zugrunde liegende Ungleichmäßigkeit bleibt bestehen.
An der Maschine wird schnell sichtbar, dass solche Korrekturen oft zu neuen Abhängigkeiten führen. Ein Prozess, der vorher in einem bestimmten Bereich robust war, reagiert plötzlich empfindlicher auf Materialschwankungen oder Temperaturänderungen. Was als Verbesserung gedacht war, engt den Spielraum ein. Der Prozess wird nicht stabiler, sondern nur anders austariert.
In vielen Fällen entsteht so eine Kette von Anpassungen. Jede einzelne ist für sich genommen nachvollziehbar, aber in der Summe entfernt sich der Prozess immer weiter von einem klaren, reproduzierbaren Zustand. Das Werkzeug hält vielleicht länger, aber der Prozess wird schwerer zu beurteilen. Entscheidungen basieren zunehmend auf Erfahrung und weniger auf klaren Zusammenhängen.
Steigende Werkzeugkosten verstärken diesen Effekt. Der Druck, schnell eine Lösung zu finden, steigt. Gleichzeitig wird es schwieriger, zwischen Ursache und Wirkung zu unterscheiden. Genau hier zeigt sich, wie wichtig es ist, den Prozess als Ganzes zu betrachten. Nicht jede Veränderung, die kurzfristig hilft, führt langfristig zu einem tragfähigen Zustand.
Der Zusammenhang zwischen Eingriff und Verschleiß wird sichtbar
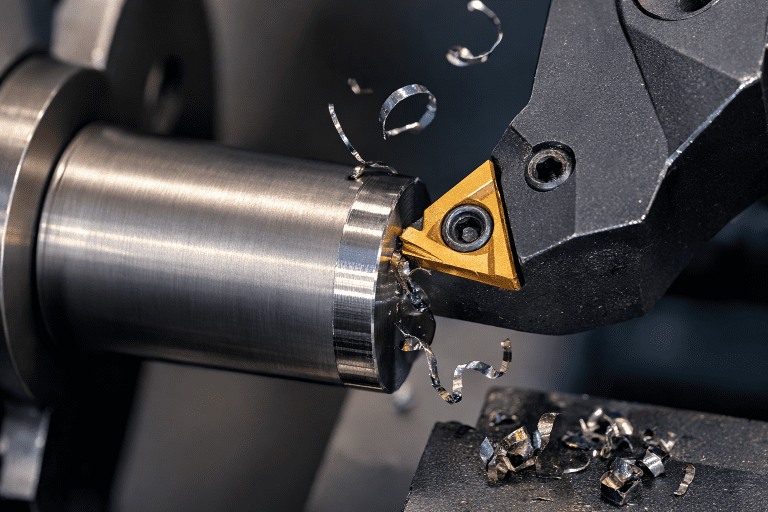
Wenn Werkzeugkosten steigen, rückt ein Zusammenhang in den Vordergrund, der in der Praxis oft nur beiläufig betrachtet wird: der direkte Bezug zwischen Eingriff und Verschleiß. Solange das Werkzeug als selbstverständlicher Verbrauch gilt, wird Verschleiß häufig als gegebene Größe akzeptiert. Er ist da, er nimmt zu, und irgendwann wird gewechselt. Die genaue Form dieses Verschleißes spielt im Alltag oft eine untergeordnete Rolle.
In der Praxis zeigt sich jedoch, dass sich Verschleißbilder selten zufällig entwickeln. Sie sind eine direkte Reaktion auf die Bedingungen im Eingriff. Kammrisse, Ausbrüche oder gleichmäßiger Freiflächenverschleiß entstehen nicht isoliert, sondern aus der Art, wie das Werkzeug belastet wird. Dieser Zusammenhang ist immer vorhanden, wird aber erst dann relevant, wenn der Verschleiß selbst zum Kostenfaktor wird.
An der Maschine wird schnell sichtbar, dass zwei Prozesse mit identischen Schnittdaten völlig unterschiedliche Verschleißbilder erzeugen können. Der Unterschied liegt nicht in der Zahl auf dem Papier, sondern in der Realität des Eingriffs. Leichte Schwingungen, wechselnde Spanbildung oder ungleichmäßige Kühlung führen dazu, dass die Schneide anders beansprucht wird, als es die Parameter vermuten lassen.
In vielen Betrieben beginnt an dieser Stelle ein genaueres Hinsehen. Nicht aus technischem Interesse, sondern aus wirtschaftlichem Druck. Warum hält die Schneide hier länger als dort? Warum verändert sich das Verschleißbild nach wenigen Teilen? Diese Fragen werden nicht neu gestellt, aber sie werden ernster genommen.
Damit verändert sich auch die Bedeutung des Verschleißes. Er ist nicht mehr nur das Ende der Standzeit, sondern ein Hinweis auf den Zustand des Eingriffs. Ein gleichmäßiger Verschleiß deutet auf stabile Bedingungen hin. Unruhige oder sprunghafte Verschleißbilder zeigen, dass der Prozess arbeitet, aber nicht gleichmäßig.
Genau diese Unterscheidung wird durch steigende Werkzeugkosten schärfer. Was früher akzeptiert wurde, weil es funktioniert hat, wird jetzt hinterfragt, weil es Aufwand erzeugt. Der Verschleiß wird damit zu einem der klarsten Signale dafür, wie ein Prozess tatsächlich arbeitet.
Steigende Werkzeugkosten machen nicht den Prozess schlechter – sie machen ihn sichtbar.
Was vorher als normaler Verschleiß galt, zeigt plötzlich, wie der Eingriff tatsächlich arbeitet.
In der Praxis zeigt sich:
Das Werkzeug verschleißt nicht „einfach“ – es reagiert auf den Zustand des Prozesses.
Wenn Wirtschaftlichkeit und Technik auseinanderlaufen
Mit steigenden Werkzeugkosten entsteht eine Situation, die in vielen Betrieben lange verdeckt war: Technik und Wirtschaftlichkeit fallen nicht mehr automatisch zusammen. Ein Prozess kann technisch sauber laufen und gleichzeitig wirtschaftlich ungünstig sein. Früher wurde dieser Unterschied oft übersehen, weil die Auswirkungen gering waren. Heute wird er spürbar.
In der Praxis zeigt sich das häufig bei scheinbar stabilen Abläufen. Die Teile sind maßhaltig, die Oberfläche ist in Ordnung, die Maschine läuft ohne Auffälligkeiten. Aus technischer Sicht gibt es keinen unmittelbaren Handlungsbedarf. Gleichzeitig wird sichtbar, dass die Standzeit unter den gegebenen Bedingungen niedrig ist oder stark schwankt. Jede Schneide trägt mehr Kosten, als es der Prozess eigentlich rechtfertigen würde.
An der Maschine wird schnell deutlich, dass diese beiden Ebenen unterschiedlich reagieren. Technische Stabilität bedeutet nicht automatisch wirtschaftliche Effizienz. Ein Prozess kann stabil laufen, aber unter Bedingungen, die das Werkzeug unnötig belasten. Solange die Kosten im Hintergrund bleiben, fällt das kaum ins Gewicht. Sobald sie steigen, wird dieser Unterschied relevant.
In vielen Betrieben führt das zu einer Neubewertung. Prozesse, die lange als bewährt galten, werden hinterfragt. Nicht, weil sie technisch versagen, sondern weil sie wirtschaftlich nicht mehr tragen. Das kann zu Unsicherheit führen, da klare Grenzwerte oft fehlen. Ab wann ist ein Prozess zu teuer? Welche Standzeit ist noch akzeptabel? Diese Fragen lassen sich selten pauschal beantworten.
Genau hier zeigt sich die eigentliche Herausforderung. Die Technik liefert ein klares Bild: Der Prozess funktioniert. Die Wirtschaftlichkeit stellt dieses Bild infrage: Der Prozess kostet zu viel. Zwischen diesen beiden Perspektiven entsteht ein Spannungsfeld, das Entscheidungen komplexer macht. Einfache Antworten greifen hier nicht, weil sie nur eine Seite berücksichtigen.
Der Einfluss der Maschine tritt deutlicher hervor
Solange das Werkzeug als Puffer funktioniert, treten Unterschiede im Maschinenverhalten oft in den Hintergrund. Eine Maschine läuft etwas ruhiger, eine andere reagiert sensibler auf Belastung, eine dritte verändert ihr Verhalten über die Schicht hinweg. Diese Unterschiede sind bekannt, werden aber selten konsequent in die Bewertung eines Prozesses einbezogen. Entscheidend ist meist das Ergebnis, nicht der Weg dorthin.
Mit steigenden Werkzeugkosten verändert sich diese Gewichtung. Der Einfluss der Maschine wird deutlicher sichtbar, weil er sich direkt im Verschleiß und in der Standzeit widerspiegelt. Zwei Maschinen, die denselben Prozess fahren, können unter identischen Parametern unterschiedlich wirtschaftlich arbeiten. Technisch liefern beide brauchbare Teile, wirtschaftlich entsteht jedoch eine Differenz.
In der Praxis zeigt sich, dass diese Unterschiede oft aus dem Zusammenspiel mehrerer Faktoren entstehen. Führungszustand, Spindelverhalten, thermische Stabilität und Dämpfung wirken sich direkt auf den Eingriff aus. Diese Einflüsse sind selten konstant. Sie verändern sich mit Laufzeit, Temperatur und Belastung. Das Werkzeug reagiert unmittelbar darauf.
An der Maschine wird schnell deutlich, dass diese Effekte lange unbemerkt bleiben können. Solange die Schneide die zusätzliche Belastung trägt, wird der Prozess als gleichwertig betrachtet. Erst wenn sich die Standzeit deutlich unterscheidet oder ungleichmäßig wird, rückt die Maschine als Ursache in den Fokus.
Damit verändert sich auch die Bewertung von Maschinenleistung. Eine Maschine, die ruhig läuft, ist nicht automatisch die wirtschaftlichere. Entscheidend ist, wie gleichmäßig sie den Eingriff ermöglicht. Kleine Abweichungen, die technisch tolerierbar sind, können wirtschaftlich relevant werden, wenn sie das Werkzeug stärker beanspruchen.
Steigende Werkzeugkosten wirken hier wie ein Verstärker. Sie machen sichtbar, wie unterschiedlich Maschinen denselben Prozess tragen. Und sie zeigen, dass diese Unterschiede nicht nur technisch, sondern auch wirtschaftlich bewertet werden müssen.
Aufspannung und Randbedingungen treten in den Vordergrund
Neben der Maschine rücken mit steigenden Werkzeugkosten auch die Randbedingungen des Prozesses stärker in den Fokus. Aufspannung, Bauteillage, Kühlung und Materialzustand waren immer Teil des Systems, wurden aber oft nur dann genauer betrachtet, wenn Probleme sichtbar wurden. Solange der Prozess lief, blieb vieles im Hintergrund.
In der Praxis zeigt sich, dass genau diese Randbedingungen entscheidend dafür sind, wie das Werkzeug belastet wird. Eine Aufspannung, die geringfügig nachgibt, verändert den Eingriff. Nicht sofort sichtbar im Maß, aber spürbar im Verschleiß. Eine ungleichmäßige Kühlmittelzufuhr führt zu wechselnden thermischen Bedingungen an der Schneide. Auch das zeigt sich nicht zwingend im Bauteil, sondern zunächst im Werkzeug.
An der Maschine wird schnell deutlich, dass diese Einflüsse oft unterschätzt werden. Ein Prozess kann unter idealen Bedingungen eine sehr gute Standzeit erreichen. Unter realen Bedingungen, mit wechselnden Chargen, unterschiedlichen Aufspannungen oder variierenden Kühlverhältnissen, verändert sich das Bild. Der Prozess funktioniert weiterhin, aber die Belastung der Schneide steigt.
In vielen Betrieben beginnt an dieser Stelle ein Umdenken. Nicht, weil neue technische Möglichkeiten vorhanden sind, sondern weil die bestehenden Bedingungen genauer betrachtet werden. Kleine Abweichungen, die früher toleriert wurden, werden jetzt als Ursache für Mehrkosten erkannt. Das betrifft nicht nur einzelne Parameter, sondern das Zusammenspiel der gesamten Randbedingungen.
Damit verschiebt sich der Blick vom isolierten Eingriff hin zum gesamten Umfeld des Prozesses. Ein stabiler Schnitt allein reicht nicht aus, wenn die Randbedingungen diesen Schnitt immer wieder verändern. Das Werkzeug reagiert auf jede dieser Veränderungen. Steigende Kosten machen diese Reaktionen sichtbar und damit bewertbar.
Material und Chargenschwankungen wirken stärker als gedacht
Ein weiterer Einfluss, der in vielen Prozessen lange im Hintergrund bleibt, ist das Material selbst. Werkstoffbezeichnungen vermitteln eine scheinbare Eindeutigkeit. Eine Legierung ist definiert, mechanische Kennwerte sind angegeben, und daraus ergibt sich eine Erwartung an das Bearbeitungsverhalten. In der Praxis zeigt sich jedoch, dass diese Erwartung nur einen Rahmen beschreibt, keine Konstanz.
Zwischen verschiedenen Chargen desselben Werkstoffs können Unterschiede auftreten, die sich nicht unmittelbar in den üblichen Kennwerten widerspiegeln. Gefüge, Einschlussverteilung oder Wärmebehandlung beeinflussen das Verhalten im Schnitt. Diese Unterschiede sind oft gering, aber sie wirken sich direkt auf die Spanbildung und damit auf die Belastung des Werkzeugs aus.
An der Maschine wird schnell sichtbar, dass solche Schwankungen selten isoliert auftreten. Sie treffen auf bestehende Randbedingungen, auf eine bestimmte Aufspannung, auf das Verhalten der Maschine. Ein Material, das sich etwas zäher verhält, kann in einem robusten Prozess problemlos laufen. In einem Prozess, der bereits nahe an seiner Belastungsgrenze arbeitet, führt derselbe Unterschied zu schnellerem Verschleiß oder unruhigerem Eingriff.
In vielen Betrieben wird dieser Zusammenhang erst dann bewusst wahrgenommen, wenn sich die Standzeit verändert, ohne dass Parameter angepasst wurden. Der Prozess scheint gleich zu bleiben, das Ergebnis am Werkzeug nicht. Genau hier zeigt sich, dass das Material ein aktiver Teil des Systems ist und nicht nur eine konstante Ausgangsgröße.
Steigende Werkzeugkosten verstärken diesen Effekt. Jede Abweichung im Materialverhalten wirkt sich direkter auf die Wirtschaftlichkeit aus. Was früher als normale Schwankung akzeptiert wurde, wird jetzt hinterfragt. Dabei geht es weniger darum, das Material zu verändern, als vielmehr darum zu verstehen, wie empfindlich der eigene Prozess auf diese Schwankungen reagiert.
Wenn der Prozess nur unter idealen Bedingungen funktioniert
Mit zunehmendem Blick auf Werkzeugkosten entsteht in vielen Betrieben eine Erkenntnis, die vorher selten so klar formuliert wurde: Manche Prozesse funktionieren nur deshalb zuverlässig, weil die Bedingungen passen. Nicht, weil sie grundsätzlich robust sind.
In der Praxis zeigt sich das oft erst über die Zeit. Ein Prozess läuft über Wochen unauffällig. Standzeiten sind konstant, die Teile sind in Ordnung, der Ablauf ist eingespielt. Sobald sich jedoch eine Randbedingung verändert, etwa durch einen Materialwechsel, eine andere Aufspannung oder eine veränderte Maschinentemperatur, reagiert der Prozess empfindlich. Die Standzeit sinkt, der Verschleiß wird ungleichmäßig, der Eingriff wirkt unruhiger.
An der Maschine wird schnell deutlich, dass solche Prozesse nicht instabil im klassischen Sinn sind. Sie kippen nicht plötzlich. Sie reagieren nur stärker auf Veränderungen, als es zunächst sichtbar war. Solange die Bedingungen konstant bleiben, wirkt alles stabil. Erst die Abweichung zeigt, wie eng der Prozess tatsächlich ausgelegt ist.
In vielen Fällen wurde dieser Zustand lange akzeptiert, weil er im Alltag funktioniert hat. Die Bedingungen waren ausreichend konstant, die Ergebnisse verlässlich. Das Werkzeug hat kleine Abweichungen ausgeglichen, ohne dass es bewusst wahrgenommen wurde. Mit steigenden Kosten fällt genau dieser Ausgleich stärker ins Gewicht.
Damit verschiebt sich die Bewertung von Stabilität. Ein Prozess, der nur unter idealen Bedingungen trägt, ist technisch oft unauffällig, aber wirtschaftlich anfällig. Jede Abweichung erzeugt zusätzlichen Verschleiß und damit Kosten. Die eigentliche Frage lautet dann nicht mehr, ob der Prozess funktioniert, sondern unter welchen Bedingungen er funktioniert.
Diese Unterscheidung ist in der Praxis entscheidend. Sie macht sichtbar, ob ein Prozess wirklich robust ist oder ob er lediglich innerhalb eines engen Fensters stabil erscheint. Steigende Werkzeugkosten wirken hier wie ein Prüfstein, der diese Grenzen offenlegt.Entscheidungen werden nachvollziehbar, aber auch schwieriger
Wenn Werkzeugkosten steigen und Zusammenhänge sichtbar werden, verändert sich nicht nur der Prozess, sondern auch die Art, wie Entscheidungen getroffen werden. Was vorher implizit entschieden wurde, wird jetzt explizit. Jede Anpassung hat eine klar erkennbare Wirkung, und diese Wirkung lässt sich zunehmend in Kosten übersetzen.
In vielen Betrieben zeigt sich, dass Entscheidungen dadurch nicht einfacher werden. Im Gegenteil. Der Handlungsspielraum wird transparenter, aber auch enger. Eine Erhöhung der Schnittgeschwindigkeit kann die Stückzeit verbessern, erhöht aber die Belastung der Schneide. Eine Reduzierung der Zustellung schont das Werkzeug, verlängert jedoch die Bearbeitungszeit. Jede Veränderung verschiebt das Verhältnis zwischen Zeit, Verschleiß und Ergebnis.
An der Maschine wird schnell deutlich, dass diese Zielkonflikte nicht aufgelöst werden können, sondern nur ausbalanciert. Es gibt keinen Punkt, an dem alle Faktoren gleichzeitig optimal sind. Der Prozess bewegt sich immer in einem Bereich, in dem Kompromisse notwendig sind. Was sich verändert hat, ist die Sichtbarkeit dieser Kompromisse.
In der Praxis führt das zu einer anderen Art von Bewertung. Entscheidungen werden nicht mehr allein nach technischer Machbarkeit getroffen, sondern stärker im Zusammenhang mit ihren wirtschaftlichen Auswirkungen betrachtet. Das bedeutet nicht, dass Technik an Bedeutung verliert. Im Gegenteil. Sie wird zur Grundlage dafür, wirtschaftliche Effekte einordnen zu können.
Gleichzeitig zeigt sich, dass Erfahrung eine größere Rolle spielt als reine Parameter. Zahlen geben eine Richtung vor, aber sie erklären nicht vollständig, wie sich ein Prozess unter realen Bedingungen verhält. Diese Lücke wird durch Beobachtung und Einordnung geschlossen.
Steigende Werkzeugkosten verändern damit nicht nur die Kostenstruktur, sondern auch die Qualität von Entscheidungen. Sie zwingen dazu, Zusammenhänge genauer zu verstehen und Abwägungen bewusster zu treffen, ohne dass es dafür einfache Lösungen gibt.
Was sich wirklich verändert hat
Wenn man die Entwicklung über einen längeren Zeitraum betrachtet, wird deutlich, dass sich der Prozess selbst kaum verändert hat. Die gleichen Maschinen, die gleichen Werkzeuge, ähnliche Parameter. Auch die physikalischen Zusammenhänge sind unverändert. Spanbildung, Reibung, Temperatur und Verschleiß folgen den gleichen Gesetzmäßigkeiten wie zuvor.
Verändert hat sich die Sicht darauf.
In vielen Betrieben wurde ein Prozess lange über sein Ergebnis definiert. Maßhaltigkeit, Oberfläche und Taktzeit waren die entscheidenden Kriterien. Solange diese Punkte erfüllt waren, galt der Prozess als gut. Die Art, wie dieses Ergebnis zustande kam, spielte eine untergeordnete Rolle. Das Werkzeug hat vieles ausgeglichen, ohne dass es bewusst bewertet wurde.
Mit steigenden Werkzeugkosten verschiebt sich genau dieser Fokus. Der Weg zum Ergebnis wird wichtiger. Nicht nur, ob ein Teil gut ist, sondern wie viel Aufwand im Hintergrund dafür entsteht. Verschleiß, Schwankungen und Belastungen werden nicht mehr nur als technische Begleiterscheinung gesehen, sondern als Teil der Wirtschaftlichkeit.
In der Praxis zeigt sich, dass dadurch ein genaueres Verständnis für den eigenen Prozess entsteht. Zusammenhänge, die vorher nur implizit vorhanden waren, werden bewusst wahrgenommen. Unterschiede zwischen Maschinen, Schichten oder Chargen werden nicht mehr als zufällig betrachtet, sondern als erklärbare Abweichungen.
An der Maschine wird schnell deutlich, dass diese Veränderung keine zusätzliche Komplexität schafft, sondern vorhandene Komplexität sichtbar macht. Der Prozess war schon immer so vielschichtig. Er wurde nur anders bewertet.
Damit entsteht eine ruhigere, aber auch präzisere Sichtweise. Nicht jeder Unterschied muss sofort korrigiert werden, aber er kann eingeordnet werden. Und genau diese Einordnung ist die Grundlage dafür, zu verstehen, warum ein Prozess funktioniert und wo seine Grenzen liegen.
Steigende Werkzeugkosten sind in diesem Zusammenhang weniger das Problem als der Auslöser. Sie zwingen dazu, genauer hinzusehen. Und sie machen sichtbar, was vorher oft im Hintergrund geblieben ist.
Das Video fasst die wichtigsten Punkte dieses Artikels zusammen:
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.