Warum teure Fräser oft in schlechten Aufnahmen laufen
Inhalt
Der Fräser läuft, aber nicht gleichmäßig
Ein Fräser kann sauber laufen und trotzdem nicht gleichmäßig arbeiten.Maß und Oberfläche stimmen, der Prozess läuft, und doch zeigt sich im Eingriff eine Unruhe, die sich nicht sofort einordnen lässt. Genau diese Situationen sind typisch: Es gibt keinen klaren Fehler, aber etwas stimmt nicht. Der Fräser läuft, aber nicht gleichmäßig.
Ein Fräser in schlechter Aufnahme: Der Fräser ist neu, sauber eingespannt und die ersten Teile laufen ohne sichtbare Probleme. Maßhaltigkeit und Oberfläche liegen im Rahmen. Trotzdem fällt im Eingriff eine leichte Unruhe auf. Kein deutliches Rattern, eher ein feines Zittern, das sich im Geräusch und im Spanbild zeigt. Die Maschine läuft durch, der Prozess wirkt stabil, aber er fühlt sich nicht sauber an.
Nach wenigen Bauteilen zeigt sich ein erstes Verschleißbild, das nicht ganz zusammenpasst. Eine Schneide wirkt stärker beansprucht als die anderen. Kleine Ausbrüche, während die restlichen Schneiden noch nahezu unberührt sind. Das Werkzeug funktioniert noch, aber es arbeitet nicht gleichmäßig.
Die Schnittwerte wurden nicht verändert. Werkstoff und Maschine sind bekannt. Der gleiche Fräser hat in einem vergleichbaren Auftrag deutlich länger gehalten und dabei ruhiger gearbeitet. Es gibt keinen offensichtlichen Grund für diese Veränderung. Genau das macht die Situation so typisch für den Alltag: Es gibt kein klares Signal, das sofort auf die Ursache hinweist.
Der Unterschied liegt nicht im Fräser selbst, sondern in der Aufnahme. Sie bestimmt, wie genau das Werkzeug in der Spindel läuft und wie die Schneiden in den Eingriff kommen. Schon geringe Abweichungen im Rundlauf führen dazu, dass eine Schneide früher Material abnimmt als die anderen. Diese Schneide übernimmt einen größeren Anteil der Arbeit, während die restlichen Schneiden entlastet werden und nur nachlaufen.
Nach außen bleibt das lange unauffällig. Das Bauteil passt, die Oberfläche ist akzeptabel, der Prozess wird nicht gestoppt. Intern verschiebt sich jedoch die Belastung. Die überlastete Schneide erwärmt sich stärker, verschleißt schneller und verändert ihr Schneidverhalten. Dadurch wird die Unruhe im Eingriff verstärkt, ohne dass sie sofort als Problem erkannt wird.
Erst über die Zeit wird sichtbar, dass etwas nicht stimmt. Die Standzeit sinkt, das Verschleißbild wird ungleichmäßig und der Werkzeugverbrauch steigt. Der Fräser wird zum Problem erklärt, obwohl die eigentliche Ursache davor liegt.
Der Fräser steht im Fokus, die Aufnahme nicht
Wenn die Standzeit nicht erreicht wird, richtet sich der Blick fast automatisch auf den Fräser. Er ist das sichtbare Verschleißteil, er wird regelmäßig gewechselt und seine Leistung lässt sich scheinbar direkt bewerten. Beschichtung, Schneidstoff und Geometrie stehen im Vordergrund. Es wird verglichen, ausprobiert und angepasst. Der Gedanke dahinter ist nachvollziehbar: Wenn das Werkzeug verschleißt, muss die Ursache beim Werkzeug liegen.
Die Aufnahme wird in diesem Moment kaum hinterfragt. Sie ist vorhanden, sie spannt das Werkzeug und sie wird selten gewechselt. Solange kein offensichtlicher Fehler auftritt, gilt sie als unkritisch. Genau hier entsteht eine Verkürzung, die im Alltag kaum auffällt, aber weitreichende Folgen hat.
Ein Fräser arbeitet nicht isoliert. Er ist Teil eines Systems aus Spindel, Aufnahme und Werkzeug. Innerhalb dieses Systems legt die Aufnahme fest, wie das Werkzeug im Eingriff steht. Sie bestimmt den Rundlauf, die Wiederholgenauigkeit und die tatsächliche Lage der Schneiden. Damit beeinflusst sie direkt, wie die Belastung auf das Werkzeug verteilt wird.
Schon geringe Abweichungen verändern diese Verteilung. Eine Schneide greift früher ein und übernimmt mehr Material. Die nachlaufenden Schneiden werden entlastet und tragen weniger zur Zerspanung bei. Für den Beobachter bleibt das zunächst unsichtbar, weil das Ergebnis noch innerhalb der Vorgaben liegt. Der Prozess läuft weiter, ohne dass die Ursache erkannt wird.
In der Praxis führt das dazu, dass Entscheidungen auf Basis des sichtbaren Verschleißes getroffen werden. Der Fräser wird gewechselt, obwohl die Bedingungen, unter denen er arbeitet, unverändert bleiben. Damit wird die eigentliche Ursache nicht behoben, sondern über mehrere Werkzeugwechsel hinweg weitergetragen.
Rundlauf verändert den Eingriff, nicht nur die Position
Rundlauf wird im Alltag häufig als Lageabweichung verstanden. Das Werkzeug steht nicht exakt auf der Drehachse, also beschreibt es eine minimale Kreisbewegung. Dieser Gedanke greift zu kurz, weil er nur die Geometrie betrachtet, nicht die Wirkung im Eingriff.
Im Schnitt bedeutet Rundlauf, dass die Schneiden nicht gleichzeitig ins Material eintreten. Eine Schneide trifft früher auf das Werkstück und beginnt mit der Spanbildung, während die anderen noch außerhalb des Eingriffs sind. Diese zeitliche Verschiebung ist entscheidend. Sie führt dazu, dass sich die Last nicht gleichmäßig verteilt, sondern konzentriert.
Die früh eingreifende Schneide übernimmt einen größeren Spanquerschnitt. Dadurch steigen die lokalen Schnittkräfte, die Reibung und die Temperatur an genau dieser Stelle. Die nachfolgenden Schneiden arbeiten unter veränderten Bedingungen. Sie treffen auf ein bereits bearbeitetes Feld, nehmen weniger Material ab und tragen weniger zur eigentlichen Zerspanung bei.
In der Praxis bleibt dieser Effekt oft verborgen, weil er sich nicht als klarer Fehler zeigt. Die Maschine läuft weiter, der Prozess wirkt stabil genug. Erst im Detail wird sichtbar, dass sich das Verhalten verändert hat. Das Spanbild wird unruhiger, die Geräuschkulisse verändert sich leicht, die Belastung konzentriert sich auf einzelne Schneiden.
Damit wird deutlich, dass Rundlauf nicht nur eine geometrische Abweichung ist. Er verändert den gesamten Eingriff des Werkzeugs. Die Aufnahme bestimmt damit nicht nur, wo das Werkzeug steht, sondern wie es tatsächlich arbeitet.
Woran eine schlechte Aufnahme sofort erkennbar ist
- Fräser läuft hörbar unruhig, obwohl Schnittdaten passen
- Verschleiß beginnt einseitig an einer Schneide
- Standzeit schwankt stark bei gleichen Bedingungen
- Oberfläche wirkt wechselhaft, nicht reproduzierbar
- Späne sind nicht gleichmäßig, trotz stabiler Parameter
- Werkzeug „arbeitet“, statt sauber zu schneiden
Das Problem liegt selten im Fräser selbst, sondern fast immer in der Aufnahme.
Belastung konzentriert sich auf einzelne Schneiden
Wenn der Rundlauf nicht stimmt, verteilt sich die Arbeit im Werkzeug nicht mehr gleichmäßig. Der Fräser ist konstruktiv darauf ausgelegt, dass mehrere Schneiden gleichzeitig tragen. Jede Schneide übernimmt einen definierten Anteil des Spanvolumens. Dadurch bleiben Schnittkräfte, Temperatur und Verschleiß in einem Bereich, den das Werkzeug dauerhaft verkraftet.
Durch Rundlauffehler verschiebt sich dieses Gleichgewicht. Eine Schneide greift früher ein und trägt den Hauptschnitt. Sie läuft tiefer im Material, bildet den größten Teil des Spans und ist damit den höchsten Kräften ausgesetzt. Die anderen Schneiden kommen zeitlich versetzt in den Eingriff und arbeiten mit reduziertem Spanquerschnitt oder nur noch nachschneidend.
Diese ungleichmäßige Belastung bleibt zunächst ohne unmittelbare Folgen für das Bauteil. Maßhaltigkeit und Oberfläche können weiterhin innerhalb der Vorgaben liegen. Die eigentliche Veränderung findet im Werkzeug statt. Die stärker belastete Schneide erwärmt sich schneller, die Beschichtung wird lokal stärker beansprucht und die Schneidkante verliert früher ihre Stabilität.
In der Praxis zeigt sich das nicht als plötzliches Versagen, sondern als schleichende Veränderung. Die Standzeit verkürzt sich, einzelne Schneiden brechen früher aus, während andere noch kaum Verschleiß zeigen. Dieses Bild wird oft als Zufall oder als Streuung interpretiert. Tatsächlich ist es eine direkte Folge der veränderten Lastverteilung, die durch die Aufnahme vorgegeben wird.
Der Fräser arbeitet damit nicht mehr als gleichmäßig belastetes Werkzeug, sondern als System, in dem einzelne Schneiden überlastet sind. Genau diese Verschiebung bleibt im Alltag häufig unbeachtet.
Temperatur und Verschleiß entstehen lokal
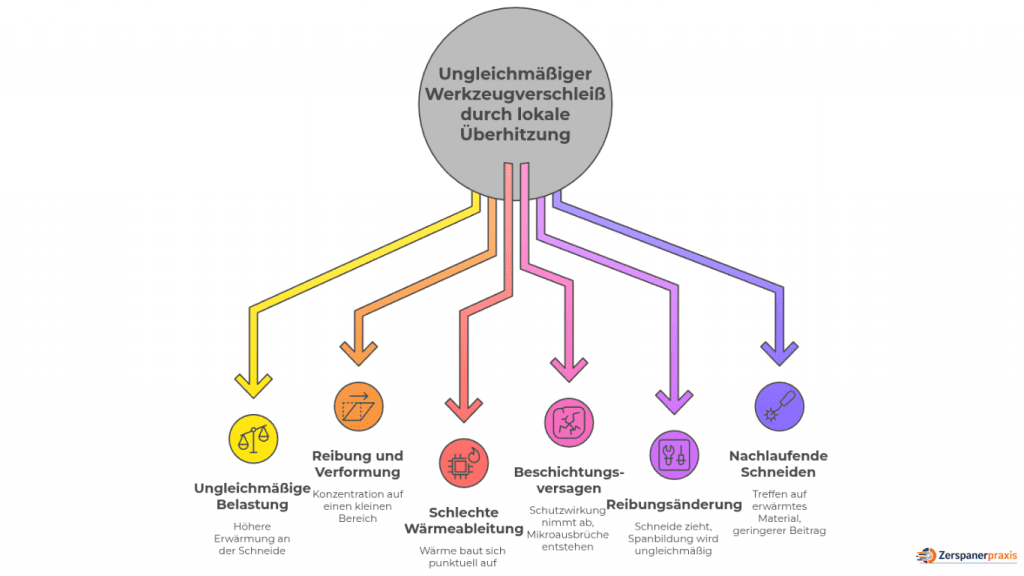
Die ungleichmäßige Belastung bleibt nicht ohne Folgen für die thermischen Verhältnisse im Schnitt. Die Schneide, die den Hauptanteil der Arbeit übernimmt, erfährt eine deutlich höhere lokale Erwärmung als die übrigen. Reibung und plastische Verformung konzentrieren sich auf einen kleinen Bereich der Schneidkante. Die entstehende Wärme kann nicht mehr gleichmäßig abgeführt werden, sondern baut sich punktuell auf.
Diese lokale Überhitzung verändert das Verhalten der Beschichtung und des Schneidstoffs. Die Schutzwirkung der Beschichtung nimmt ab, Mikroausbrüche entstehen bevorzugt an genau dieser Schneide. Gleichzeitig verändert sich die Reibung im Eingriff. Die Schneide läuft nicht mehr sauber, sondern beginnt zu „ziehen“. Das wirkt sich direkt auf die Spanbildung aus.
In der Praxis zeigt sich das zunächst als leicht verändertes Spanbild. Späne werden ungleichmäßig, zeigen Anhaftungen oder verändern ihre Form. Die Geräuschkulisse passt sich an, ohne dass ein klarer Störton entsteht. Der Prozess läuft weiter, aber er verliert an Ruhe.
Die nachlaufenden Schneiden arbeiten unter anderen Bedingungen. Sie treffen auf ein bereits erwärmtes und teilweise verändertes Material. Ihr Beitrag zur Spanbildung bleibt geringer, ihre thermische Belastung ist niedriger. Dadurch entsteht ein Verschleißbild, das nicht gleichmäßig ist, sondern sich auf einzelne Schneiden konzentriert.
Diese thermische Verschiebung ist im Alltag schwer zu erkennen, weil sie sich nicht direkt im Bauteil widerspiegelt. Sie wirkt im Werkzeug und verkürzt dessen Standzeit, ohne dass die Ursache unmittelbar sichtbar wird.
Die Aufnahme wirkt im Mikrometerbereich, die Folgen im ganzen Prozess
Die Abweichungen, über die hier gesprochen wird, liegen oft im Bereich weniger Mikrometer. In der Messung erscheinen sie klein, teilweise unkritisch. Im Eingriff wirken sie jedoch direkt auf den Spanquerschnitt und damit auf die Belastung jeder einzelnen Schneide. Diese Übertragung vom Mikrometer zur Schnittkraft wird im Alltag häufig unterschätzt.
Ein minimaler Rundlauffehler verschiebt den effektiven Eingriff einer Schneide. Sie schneidet tiefer, bildet einen größeren Span und wird stärker beansprucht. Diese Mehrbelastung führt zu höheren Kräften, die wiederum in die Spindel, die Aufnahme und das Werkzeug zurückwirken. Der gesamte Prozess reagiert darauf, auch wenn das Bauteil zunächst innerhalb der Toleranz bleibt.
In der Praxis zeigt sich das als leichte Unruhe, die nicht klar zugeordnet werden kann. Der Klang verändert sich, die Schnittkräfte schwanken minimal, die Maschine arbeitet nicht mehr ganz gleichmäßig. Diese Veränderungen bleiben oft unterhalb der Wahrnehmungsschwelle oder werden als normal eingeordnet.
Mit der Zeit verstärken sich die Effekte. Die stärker belastete Schneide verschleißt schneller, wodurch sich der Eingriff weiter verschiebt. Die Unruhe nimmt zu, ohne dass ein klarer Auslöser erkennbar ist. Der Prozess bleibt scheinbar stabil, verliert aber an Gleichmäßigkeit.
Damit wird deutlich, dass kleine geometrische Abweichungen eine große Wirkung haben können. Die Aufnahme beeinflusst den Prozess nicht nur punktuell, sondern überträgt ihre Eigenschaften auf das gesamte System.
Wiederholgenauigkeit entscheidet über Streuung
Neben dem Rundlauf im einzelnen Einsatz spielt die Wiederholgenauigkeit der Aufnahme eine entscheidende Rolle. Es macht einen Unterschied, ob ein Werkzeug nach dem Wechsel wieder in nahezu identischer Lage läuft oder ob sich diese Lage jedes Mal leicht verändert. Diese Abweichungen sind oft klein, wirken sich aber direkt auf den Eingriff aus.
Wenn die Wiederholgenauigkeit nicht gegeben ist, verändert sich die Belastung von Einsatz zu Einsatz. Ein Fräser läuft einmal ruhig und erreicht eine gute Standzeit. Beim nächsten Wechsel zeigt sich früher Verschleiß, obwohl alle Parameter unverändert sind. Für den Beobachter wirkt das wie Streuung im Prozess, nicht wie ein systematischer Zusammenhang.
In der Praxis wird diese Streuung häufig akzeptiert. Unterschiede in der Standzeit werden als normal eingeordnet, weil sie sich nicht eindeutig erklären lassen. Die Aufnahme wird dabei selten als Ursache betrachtet, obwohl sie genau diese Unterschiede erzeugen kann.
Die Folge ist, dass sich kein stabiles Bild vom Werkzeugverhalten ergibt. Entscheidungen basieren auf Einzelbeobachtungen, nicht auf reproduzierbaren Ergebnissen. Ein Fräser wird als gut oder schlecht bewertet, obwohl sich seine Arbeitsbedingungen zwischen den Einsätzen verändern.
Damit verschiebt sich die Bewertung vom System auf das einzelne Werkzeug. Die Aufnahme bleibt im Hintergrund, obwohl sie darüber entscheidet, ob ein Werkzeug konstant arbeitet oder nicht.
Wahrnehmung orientiert sich am Ergebnis, nicht am Verhalten
Solange das Bauteil passt, gilt der Prozess als in Ordnung. Maßhaltigkeit und Oberfläche sind die sichtbaren Kriterien, an denen sich die Bewertung orientiert. Wenn diese innerhalb der Vorgaben liegen, entsteht kein unmittelbarer Anlass, tiefer zu schauen. Das Verhalten des Werkzeugs im Eingriff bleibt dabei oft unbeachtet.
Dabei verändert sich genau dieses Verhalten zuerst. Die Lastverteilung verschiebt sich, einzelne Schneiden arbeiten stärker, die Temperatur steigt lokal an. Diese Veränderungen sind im Ergebnis zunächst nicht sichtbar. Das Bauteil erfüllt weiterhin die Anforderungen, obwohl der Prozess intern bereits an Stabilität verliert.
In der Praxis führt das dazu, dass Probleme erst spät erkannt werden. Erst wenn die Standzeit deutlich sinkt oder Ausbrüche häufiger auftreten, wird die Situation als auffällig wahrgenommen. Zu diesem Zeitpunkt ist die Entwicklung jedoch bereits fortgeschritten. Die eigentliche Ursache liegt weiter zurück und ist nicht mehr eindeutig zuzuordnen.
Diese Art der Wahrnehmung begünstigt Fehlinterpretationen. Der Fokus liegt auf dem sichtbaren Ergebnis, nicht auf dem Verhalten des Systems. Dadurch werden Maßnahmen ergriffen, die am Symptom ansetzen, nicht an der Ursache. Der Fräser wird gewechselt, die Schnittwerte angepasst, während die Aufnahme unverändert bleibt.
Der Prozess wirkt damit stabil, obwohl er intern bereits aus dem Gleichgewicht geraten ist. Genau dieser Unterschied zwischen sichtbarem Ergebnis und tatsächlichem Verhalten macht das Thema schwer greifbar.
Werkzeug wird bewertet, das System bleibt unbeachtet
Wenn Standzeiten schwanken oder Werkzeuge früher ausfallen, wird in der Praxis meist das bewertet, was direkt greifbar ist. Der Fräser wird verglichen, der Hersteller gewechselt, die Beschichtung hinterfragt. Diese Form der Bewertung wirkt logisch, weil sich der Verschleiß am Werkzeug zeigt und dort sichtbar wird.
Was dabei unberücksichtigt bleibt, ist das System, in dem das Werkzeug arbeitet. Der Fräser ist nur ein Teil davon. Seine Leistung hängt davon ab, unter welchen Bedingungen er eingesetzt wird. Wenn diese Bedingungen variieren, verändert sich auch das Verhalten des Werkzeugs, ohne dass sich das Werkzeug selbst geändert hat.
In der Praxis führt das zu wiederkehrenden Mustern. Ein neuer Fräser zeigt zunächst ein gutes Verhalten, die Standzeit scheint zu passen. Mit der Zeit treten wieder ähnliche Verschleißbilder auf wie zuvor. Die Ursache wird erneut im Werkzeug gesucht, obwohl sich die Rahmenbedingungen nicht geändert haben.
Diese Art der Bewertung verstärkt den Fokus auf das Einzelteil und blendet den Zusammenhang aus. Entscheidungen werden auf Basis von Beobachtungen getroffen, die nicht das gesamte System berücksichtigen. Dadurch entstehen Lösungen, die das Problem nicht beheben, sondern nur kurzfristig überdecken.
Der Fräser wird damit zum Stellvertreter für ein Problem, das außerhalb von ihm liegt. Solange dieser Zusammenhang nicht erkannt wird, wiederholt sich das Muster. Das Werkzeug wird gewechselt, das Verhalten bleibt ähnlich, die Ursache bleibt bestehen.
Kosten entstehen nicht am Fräserpreis
Wenn Werkzeugkosten steigen, wird meist über den Preis des Fräsers gesprochen. Einkauf, Lieferant, Beschichtung. Diese Betrachtung greift zu kurz, weil sie nur einen Teil der Kosten erfasst. Der eigentliche Aufwand entsteht nicht am einzelnen Werkzeug, sondern in seiner Nutzung.
Ein Fräser, der unter ungünstigen Bedingungen läuft, erreicht seine mögliche Standzeit nicht. Er wird früher gewechselt, obwohl er konstruktiv mehr leisten könnte. Dieser zusätzliche Verbrauch verteilt sich über viele Werkzeuge und viele Aufträge. Jeder einzelne Wechsel wirkt unkritisch, in der Summe entsteht ein spürbarer Aufwand.
Hinzu kommt die indirekte Belastung. Häufigere Werkzeugwechsel unterbrechen den Ablauf, Korrekturen nehmen zu, die Streuung im Prozess wächst. Diese Effekte werden selten direkt den Werkzeugkosten zugeordnet, obwohl sie eng damit verbunden sind. Sie entstehen nicht durch den Preis des Fräsers, sondern durch die Bedingungen, unter denen er eingesetzt wird.
In der Praxis bleibt dieser Zusammenhang oft unsichtbar. Kosten werden dort gesucht, wo sie direkt erfasst werden können. Die Aufnahme taucht in dieser Betrachtung nicht auf, obwohl sie die Nutzung des Werkzeugs maßgeblich beeinflusst. Damit entsteht ein verzerrtes Bild: Der Fräser erscheint teuer, obwohl die eigentliche Ursache in der Art liegt, wie er eingesetzt wird.
Die Kosten entstehen damit nicht am Produkt, sondern im System. Solange dieses System nicht einbezogen wird, bleiben Maßnahmen auf das Sichtbare beschränkt und greifen zu kurz.
Der Unterschied liegt in der Kombination, nicht im Einzelteil
Ein Fräser kann für sich betrachtet hochwertig sein und trotzdem in der Praxis nicht die erwartete Leistung bringen. Das wirkt zunächst widersprüchlich, ist aber eine direkte Folge davon, dass Werkzeuge nie isoliert arbeiten. Ihre Leistung entsteht erst in der Kombination mit Aufnahme, Maschine und Prozessbedingungen.
In der Praxis wird diese Kombination oft unterschätzt, weil die einzelnen Komponenten getrennt bewertet werden. Der Fräser wird nach technischen Daten ausgewählt, die Aufnahme wird weiterverwendet, solange sie funktioniert. Beide werden für sich betrachtet als in Ordnung eingeordnet. Dass sie gemeinsam ein anderes Verhalten erzeugen können, wird selten bewusst analysiert.
Genau hier liegt der entscheidende Punkt. Eine hochwertige Schneide benötigt stabile und reproduzierbare Bedingungen, um ihr Potenzial auszuschöpfen. Wenn diese Bedingungen nicht gegeben sind, reagiert sie empfindlicher als ein einfaches Werkzeug. Sie zeigt früher Verschleiß, weil sie präziser arbeitet und weniger Toleranz gegenüber Abweichungen hat.
Das führt zu einer scheinbaren Umkehrung. Ein einfacheres Werkzeug wirkt robuster, weil es weniger sensibel reagiert. Ein hochwertiger Fräser erscheint dagegen anfälliger, obwohl er unter besseren Bedingungen deutlich leistungsfähiger wäre. Diese Beobachtung wird häufig als Eigenschaft des Werkzeugs interpretiert, nicht als Folge der Kombination.
Damit wird die Bewertung verschoben. Statt die Zusammenhänge zwischen den Komponenten zu betrachten, wird das Verhalten auf das einzelne Werkzeug zurückgeführt. Die Aufnahme bleibt im Hintergrund, obwohl sie die Grundlage für die tatsächliche Leistung bildet.
Was sich verändert, wenn man die Aufnahme mitdenkt
Der erste Schritt ist kein Messvorgang, sondern eine Frage: Wenn ein Fräser nicht so läuft wie erwartet – wurde die Aufnahme dabei überhaupt betrachtet?
In den meisten Fällen lautet die ehrliche Antwort: nein. Nicht weil sie unwichtig ist, sondern weil sie selten im Fokus steht. Sie ist vorhanden, sie funktioniert, sie wird nicht gewechselt. Genau das macht sie unsichtbar.
Wer anfängt, die Aufnahme als Teil des Systems zu betrachten, verändert die Art, wie er Probleme einordnet. Nicht jede Standzeitschwankung liegt am Werkzeug. Nicht jede Unruhe im Eingriff ist ein Schnittwertproblem. Manchmal liegt die Ursache früher – in der Verbindung zwischen Spindel und Schneide.
Diese Perspektive zeigt sich nicht in einem Messwert, sondern im Verhalten. Ein Prozess, der sich vorher „irgendwie anders“ angefühlt hat, wird plötzlich erklärbar. Unterschiede zwischen Einsätzen wirken nicht mehr zufällig. Das Werkzeug wird nicht isoliert bewertet, sondern im Zusammenhang gesehen.
Das ist keine Anleitung. Es ist eine andere Art hinzusehen.
Was ruhig wirkt, ist nicht zwangsläufig stabil
Ein Prozess kann ruhig wirken und trotzdem nicht stabil sein. Das Bauteil passt, die Oberfläche ist in Ordnung, die Maschine läuft ohne Auffälligkeiten. Diese äußere Ruhe wird oft mit Stabilität gleichgesetzt. Genau hier entsteht eine trügerische Sicherheit.
Die eigentliche Stabilität zeigt sich nicht im einzelnen Ergebnis, sondern im Verhalten über die Zeit. Wenn Schneiden ungleichmäßig belastet werden, verschiebt sich der Eingriff schleichend. Eine Schneide baut schneller ab, die Last verlagert sich weiter, die Unruhe im System nimmt zu. Dieser Verlauf bleibt lange unterhalb der Wahrnehmungsschwelle.
In der Praxis wird diese Entwicklung selten als zusammenhängender Prozess erkannt. Einzelne Beobachtungen werden gemacht, aber nicht miteinander verknüpft. Ein früherer Verschleiß hier, eine leicht veränderte Oberfläche dort. Solange kein klarer Bruch entsteht, wird der Prozess als stabil eingeordnet.
Die Aufnahme wirkt dabei im Hintergrund weiter. Sie verändert nicht abrupt den Ablauf, sondern beeinflusst ihn kontinuierlich. Ihre Wirkung zeigt sich nicht als einzelnes Ereignis, sondern als Verlauf. Genau deshalb bleibt sie oft unbeachtet.
Am Ende entsteht ein Bild, das sich erst im Rückblick vollständig erkennen lässt. Der Fräser wurde mehrfach gewechselt, die Standzeiten waren uneinheitlich, die Ursache blieb unklar. Erst wenn die Zusammenhänge betrachtet werden, wird sichtbar, dass das Werkzeug nicht das eigentliche Problem war.
Das Video fasst die wichtigsten Punkte dieses Artikels zusammen:
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.