Ungeplante Unterbrechung: Warum die Stillstandszeit nur ein Teil der Rechnung ist
Inhalt
Wenn eine Maschine plötzlich steht
In vielen Betrieben gilt eine ungeplante Unterbrechung zunächst als technisches Problem. Die Maschine steht, ein Werkzeug ist gebrochen, ein Bauteil hat geklemmt oder ein Programm wurde gestoppt. Der erste Impuls ist fast immer derselbe: Die Ursache finden, beheben, weiterproduzieren.
Auf den ersten Blick scheint das auch logisch. Wenn eine Anlage zehn Minuten steht, dann verliert man zehn Minuten Produktion. Diese Rechnung wirkt einfach und greifbar. In der Praxis ist sie jedoch selten vollständig.
Denn eine ungeplante Unterbrechung betrifft nicht nur die Zeit, in der sich die Spindel nicht dreht. Sie greift in ein laufendes System ein. Ein Prozess, der gerade stabil lief, wird abrupt unterbrochen. Temperaturzustände verändern sich, Werkzeugbelastungen verschieben sich und manchmal wird auch der Ablauf der gesamten Schicht durcheinandergebracht.
An der Maschine wird das oft zuerst über kleine Veränderungen sichtbar. Ein Werkzeug, das zuvor sauber lief, zeigt nach dem Wiederanlauf ein anderes Verschleißbild. Maßlagen verschieben sich minimal. Oberflächen verändern sich. Nichts davon muss dramatisch sein, aber es zeigt, dass der Prozess nicht einfach dort weiterläuft, wo er aufgehört hat.
Hinzu kommt ein organisatorischer Effekt. Während eine Maschine steht, entsteht sofort Bewegung im Umfeld. Der Bediener sucht nach der Ursache, ein Meister schaut vorbei, eventuell wird ein Werkzeuglager geöffnet oder ein Programm angepasst. Aus einem einzelnen Ereignis wird sehr schnell eine kleine Kette von Entscheidungen.
Deshalb ist die eigentliche Frage bei ungeplanten Unterbrechungen nicht nur, wie lange eine Maschine stillstand. Die entscheidende Frage lautet: Was hat diese Unterbrechung im Prozess verändert – technisch, organisatorisch und wirtschaftlich.
Erst wenn man diese Ebenen gemeinsam betrachtet, wird sichtbar, was ein solcher Moment in der Fertigung tatsächlich kostet.
Stillstand ist selten nur verlorene Maschinenzeit
Wenn über ungeplante Unterbrechungen gesprochen wird, taucht fast immer zuerst eine einfache Kennzahl auf: Maschinenstillstand. In vielen Auswertungen wird dieser Wert direkt in Geld umgerechnet. Eine Maschine kostet pro Stunde einen bestimmten Betrag. Steht sie zehn Minuten, entsteht rechnerisch ein entsprechender Verlust.
Diese Betrachtung ist verständlich, weil sie schnell greifbar ist. Gleichzeitig bildet sie nur einen kleinen Teil der Realität ab.
In der Praxis hängt der wirtschaftliche Effekt eines Stillstands stark davon ab, in welchem Moment der Prozess unterbrochen wurde. Eine Anlage, die während eines Werkzeugwechsels stoppt, verursacht oft weniger Folgeaufwand als eine Unterbrechung mitten im Eingriff. Wenn ein Werkstück gerade in der Bearbeitung ist, können Spannkräfte, Werkzeugbelastung und Bauteiltemperatur in einem Zustand eingefroren werden, der für den Prozess nicht vorgesehen war.
Beim Wiederanlauf zeigt sich dann häufig, dass das Bauteil nicht einfach weiterbearbeitet werden kann. Es muss neu gespannt, kontrolliert oder im schlimmsten Fall verworfen werden. Aus wenigen Minuten Maschinenstillstand wird plötzlich zusätzlicher Aufwand in Qualitätssicherung, Programmkorrektur oder Werkzeugwechsel.
Auch die Ablaufstruktur einer Schicht spielt eine Rolle. Viele Serienprozesse sind auf einen bestimmten Rhythmus ausgelegt: Materialzufuhr, Werkzeugstandzeiten, Messintervalle und Teileentnahme greifen ineinander. Eine ungeplante Unterbrechung verschiebt diesen Rhythmus. Messungen erfolgen zu einem anderen Zeitpunkt, Werkzeuge laufen länger oder kürzer als geplant, und manchmal wird der gesamte Ablauf der Schicht improvisiert angepasst.
Das bedeutet nicht, dass jede Unterbrechung automatisch große Kosten verursacht. Aber es zeigt, warum die reine Betrachtung der Stillstandszeit selten ausreicht.
Die eigentliche wirtschaftliche Wirkung entsteht meist erst danach – in den Anpassungen, die notwendig werden, damit der Prozess wieder stabil läuft.
Der Prozesszustand vor der Unterbrechung
Ob eine ungeplante Unterbrechung folgenlos bleibt oder eine längere Kette von Anpassungen auslöst, hängt stark davon ab, in welchem Zustand sich der Prozess unmittelbar davor befand. In stabil laufenden Serienprozessen ist dieser Zustand oft erstaunlich fein austariert.
Werkzeuge haben eine bestimmte Standzeitphase erreicht, Temperaturen von Maschine und Werkstück haben sich eingependelt, Kühlschmierstoff zirkuliert in einem konstanten Muster, und auch die Spannmittel arbeiten unter einer reproduzierbaren Belastung. Viele dieser Faktoren sind im Alltag kaum sichtbar, weil sie über Stunden hinweg konstant bleiben. Genau diese Konstanz sorgt aber dafür, dass Maßhaltigkeit und Oberflächenqualität zuverlässig erreicht werden.
Wird der Prozess plötzlich unterbrochen, verändert sich dieses Gleichgewicht. Das zeigt sich besonders deutlich bei Bearbeitungen mit hoher thermischer Belastung. Eine Maschine, die im Dauerbetrieb steht, entwickelt einen stabilen Temperaturhaushalt. Wird sie abrupt gestoppt, beginnt sich dieser Zustand zu verschieben. Bauteile, Werkzeuge und Maschinenteile kühlen unterschiedlich schnell ab.
Beim Wiederanlauf ist dieser Zustand nicht mehr identisch mit dem Moment vor der Unterbrechung. Der Prozess beginnt gewissermaßen in einem leicht verschobenen Ausgangspunkt. In vielen Fällen bleibt das unkritisch. In engen Toleranzfeldern oder bei empfindlichen Bearbeitungen kann diese Verschiebung jedoch sichtbar werden.
Ähnliches gilt für Werkzeuge. Ein Werkzeug, das kurz vor dem Ende seiner wirtschaftlichen Standzeit steht, reagiert auf Belastungsänderungen oft empfindlicher als ein frisch eingesetztes. Wenn eine Unterbrechung genau in dieser Phase eintritt, kann sich das Verschleißverhalten plötzlich beschleunigen.
An der Maschine wird dann nicht unbedingt ein klarer Fehler sichtbar. Stattdessen entstehen kleine Veränderungen: eine leicht verschobene Maßlage, ein anderes Spanbild oder eine Oberfläche, die nicht mehr ganz so ruhig wirkt wie zuvor.
Diese Veränderungen sind kein Zufall. Sie zeigen, dass eine Unterbrechung immer auch ein Eingriff in den Prozesszustand ist – selbst dann, wenn die Maschine nur wenige Minuten stillstand.
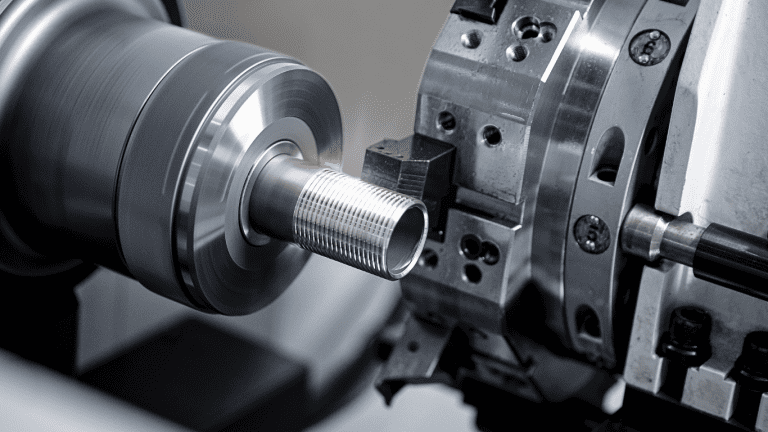
Der Moment des Stillstands im Eingriff
Besonders kritisch werden ungeplante Unterbrechungen dann, wenn sie während eines aktiven Zerspanvorgangs auftreten. In diesem Moment wirken Kräfte, Temperaturen und Spannungen gleichzeitig auf Werkzeug, Werkstück und Maschine. Wird der Prozess abrupt gestoppt, bleiben diese Zustände gewissermaßen im Material und im System „stehen“.
In der Praxis passiert das häufiger, als man zunächst denkt. Ein Not-Halt, ein Programmstopp, eine Fehlermeldung der Maschine oder auch ein Bedienereingriff können dazu führen, dass ein Werkzeug mitten im Schnitt stehen bleibt. Der Spanfluss reißt ab, die Schneide bleibt im Eingriff und das Werkstück befindet sich in einer Position, die für einen normalen Prozessablauf nicht vorgesehen ist.
Beim Wiederanlauf zeigt sich dann schnell, dass der Prozess nicht einfach fortgesetzt werden kann. Der Spanraum kann blockiert sein, Späne liegen zwischen Schneide und Werkstück oder das Werkzeug steht unter einer ungünstigen Last. Besonders bei zähen Werkstoffen oder bei tiefen Einstichen kann dieser Zustand problematisch werden.
Ein weiteres Thema ist die Aufspannung. Während der Bearbeitung wirken kontinuierliche Schnittkräfte auf das Werkstück. Wird dieser Zustand abrupt unterbrochen, verändern sich Spannverhältnisse. Ein Bauteil kann sich minimal entspannen oder innerhalb der Spannungslage verschieben. Diese Veränderungen liegen oft im Bereich weniger Hundertstel oder sogar darunter, können aber bei engen Toleranzen entscheidend sein.
Deshalb wird in vielen Betrieben nach einer solchen Unterbrechung zunächst vorsichtig weitergefahren. Werkzeuge werden zurückgezogen, Späne entfernt, Spannungen geprüft und der Eingriff neu angesetzt. Dieser zusätzliche Aufwand gehört bereits zur eigentlichen Kostenstruktur einer ungeplanten Unterbrechung.
Denn der Prozess muss nicht nur wieder gestartet werden. Er muss in einen Zustand zurückgeführt werden, in dem er wieder kontrolliert weiterlaufen kann.
Wenn der Prozessrhythmus verloren geht
Serienfertigung lebt von Rhythmus. Viele Abläufe in der Zerspanung sind darauf ausgelegt, dass sich bestimmte Zustände regelmäßig wiederholen: Werkzeuge erreichen planbare Standzeiten, Messungen erfolgen in festgelegten Intervallen, Materialnachschub und Teileentnahme greifen ineinander. Dieser Rhythmus sorgt dafür, dass Entscheidungen im Alltag nicht jedes Mal neu getroffen werden müssen.
Eine ungeplante Unterbrechung wirkt in diesem System wie ein Taktfehler. Der Ablauf verschiebt sich. Was vorher planbar war, wird plötzlich improvisiert.
In der Praxis zeigt sich das häufig beim Thema Werkzeugstandzeit. Ein Werkzeug wird normalerweise zu einem bestimmten Zeitpunkt gewechselt, bevor kritischer Verschleiß eintritt. Kommt es jedoch zu einem Stillstand mitten im Zyklus, entsteht eine neue Situation. Das Werkzeug hat einen Teil seiner Standzeit verbraucht, der Prozess wurde aber unterbrochen. Jetzt stellt sich die Frage: weiterfahren oder wechseln?
Beides kann sinnvoll sein, beides kann Aufwand erzeugen. Wird weitergefahren, besteht das Risiko, dass das Werkzeug früher ausfällt als geplant. Wird vorsorglich gewechselt, entsteht zusätzlicher Material- und Rüstaufwand.
Ähnlich verhält es sich bei Messintervallen. Viele Prozesse sind so ausgelegt, dass nach einer bestimmten Stückzahl gemessen wird. Eine Unterbrechung verschiebt diese Struktur. Ein Teil wurde vielleicht halb bearbeitet, ein anderes liegt bereits im Messbereich, während die Maschine noch nicht wieder stabil läuft.
In solchen Momenten entstehen Entscheidungen, die im ursprünglichen Prozess gar nicht vorgesehen waren. Der Bediener muss abwägen, ob der Ablauf wie geplant fortgesetzt werden kann oder ob zusätzliche Kontrollen notwendig sind.
Diese Entscheidungen sind Teil der Realität in der Fertigung. Sie zeigen aber auch, dass eine Unterbrechung nicht nur Zeit kostet. Sie verändert die Struktur, in der der Prozess normalerweise funktioniert.
Praxisbeobachtung
In vielen Fertigungen wird ein Maschinenstopp zunächst als kurzer Stillstand betrachtet. In der Praxis zeigt sich jedoch häufig eine Kette von Folgewirkungen. Der Prozessrhythmus verschiebt sich, Werkzeuge werden vorsorglich gewechselt, Messintervalle werden angepasst oder zusätzliche Abstimmungen entstehen. Der eigentliche Stillstand dauert oft nur wenige Minuten – der Aufwand rund um den Wiederanlauf deutlich länger.
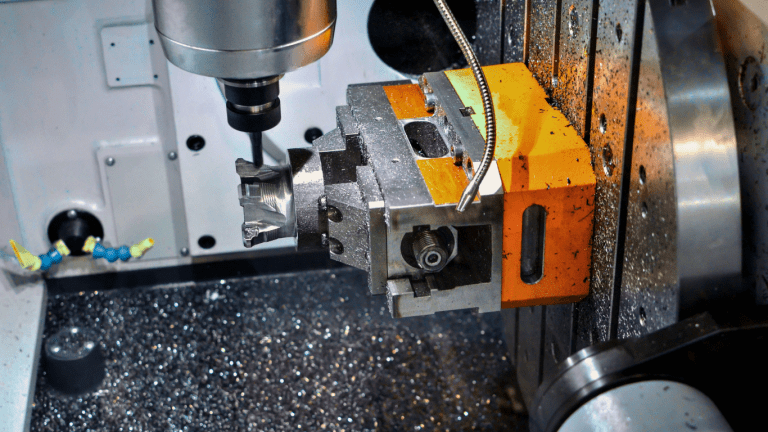
Werkzeugverschleiß nach dem Wiederanlauf
Ein Punkt, der im Zusammenhang mit ungeplanten Unterbrechungen oft unterschätzt wird, ist das Verhalten der Werkzeuge nach dem Wiederanlauf. In vielen Auswertungen wird davon ausgegangen, dass ein Werkzeug einfach dort weiterarbeitet, wo es vorher aufgehört hat. In der Praxis zeigt sich jedoch häufig ein anderes Bild.
Werkzeuge entwickeln ihr Verschleißverhalten unter relativ konstanten Bedingungen. Schneidkante, Beschichtung und Spanfluss passen sich über die Laufzeit an die tatsächliche Belastung im Prozess an. Dieser Zustand ist nicht statisch, aber er ist stabil. Solange der Eingriff gleichmäßig verläuft, bleibt auch das Verschleißbild berechenbar.
Eine Unterbrechung kann diesen Verlauf verändern. Wenn ein Werkzeug während des Eingriffs stehen bleibt oder nach einer Pause unter leicht veränderten Temperaturbedingungen wieder ansetzt, verändert sich die Belastung der Schneide. Besonders bei Werkstoffen mit ausgeprägter Warmfestigkeit oder bei unterbrochenem Schnitt kann sich das Verschleißbild danach deutlich verändern.
In der Praxis sieht man das oft an kleinen Details. Eine Schneide, die zuvor gleichmäßig verschlissen ist, zeigt plötzlich Ausbrüche oder feine Kammrisse. Manchmal entsteht auch Aufbauschneide, obwohl der Prozess zuvor sauber lief. Diese Effekte treten nicht immer auf, aber sie sind auch kein Zufall.
Der Grund liegt darin, dass der Wiederanlauf selten exakt unter denselben Bedingungen erfolgt wie der ursprüngliche Prozess. Temperatur, Schmierung und Spanabfluss können leicht verändert sein. Für ein Werkzeug, das bereits einen Teil seiner Standzeit hinter sich hat, reicht diese Veränderung manchmal aus, um das Verschleißverhalten zu beschleunigen.
Die Folge zeigt sich oft erst einige Teile später. Ein Werkzeug fällt früher aus als erwartet oder die Maßhaltigkeit beginnt zu wandern. In der Rückschau wird der Zusammenhang mit der ursprünglichen Unterbrechung häufig übersehen, obwohl genau dort der Auslöser lag.
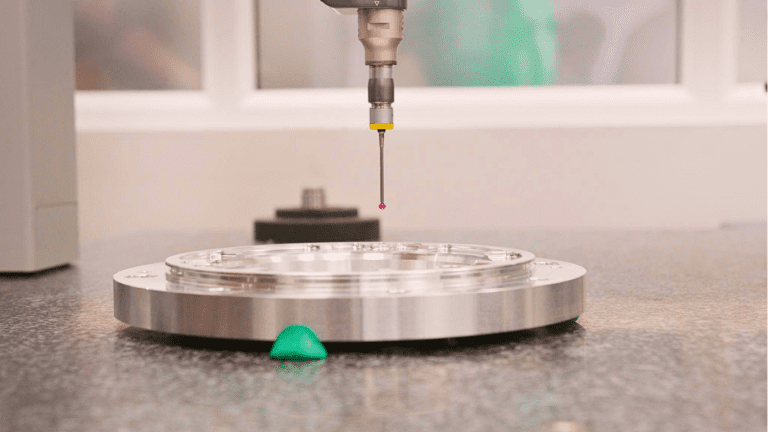
Maßhaltigkeit nach einer Prozessunterbrechung
Neben Werkzeugverschleiß zeigt sich eine Unterbrechung häufig auch in der Maßhaltigkeit. Viele Prozesse erreichen ihre Genauigkeit erst dann zuverlässig, wenn Maschine, Werkzeuge und Bauteile über längere Zeit unter stabilen Bedingungen laufen.
Eine Maschine im Dauerbetrieb entwickelt einen eigenen thermischen Zustand. Führungen, Spindeln und Maschinenstruktur bewegen sich in einem Bereich, der für den laufenden Prozess typisch ist. Dieser Zustand entsteht nicht sofort, sondern über viele Bearbeitungszyklen hinweg. Genau deshalb wirken Serienprozesse oft so stabil, wenn sie einmal sauber eingestellt sind.
Wird der Ablauf unterbrochen, verändert sich dieser Zustand. Selbst kurze Stillstände können dazu führen, dass sich Temperaturen in bestimmten Bereichen der Maschine verschieben. Die Veränderungen sind oft gering, aber sie wirken sich direkt auf die Lagebeziehungen im System aus.
In der Praxis zeigt sich das häufig an der Maßlage der ersten Teile nach dem Wiederanlauf. Ein Bauteil liegt plötzlich einige Hundertstel neben der vorherigen Serie, obwohl am Programm oder am Werkzeug nichts verändert wurde. Der Reflex ist dann schnell, den Nullpunkt oder das Werkzeugmaß zu korrigieren.
Manchmal ist das auch notwendig. In vielen Fällen stabilisiert sich der Prozess jedoch nach einigen Teilen wieder von selbst, sobald Maschine und Werkstück wieder im gewohnten Temperaturbereich arbeiten. Wird zu früh korrigiert, kann sich der Effekt sogar verstärken, weil der Prozess dann in zwei Richtungen gleichzeitig korrigiert wird.
Deshalb wird in erfahrenen Fertigungen häufig zunächst beobachtet, wie sich die Maßlage nach einer Unterbrechung entwickelt. Erst wenn erkennbar ist, dass sich der Prozess nicht wieder einpendelt, wird aktiv eingegriffen.
Die Wirkung auf Qualität und Ausschuss
Eine ungeplante Unterbrechung wirkt sich nicht nur auf Werkzeug und Maßlage aus. Sie kann auch die Qualität der folgenden Bauteile beeinflussen. Dieser Effekt ist in der Praxis schwer zu quantifizieren, weil er selten unmittelbar sichtbar wird.
Oft beginnt es mit einzelnen Auffälligkeiten. Eine Oberfläche wirkt etwas unruhiger als zuvor. Ein Maß liegt am Rand der Toleranz, obwohl der Prozess vorher stabil in der Mitte lag. Oder ein Bauteil fällt bei der Kontrolle auf, ohne dass sofort klar ist, warum.
In vielen Betrieben wird ein solches Teil zunächst als Einzelfall betrachtet. Das ist nachvollziehbar, denn nicht jede Abweichung steht tatsächlich mit der vorherigen Unterbrechung in Zusammenhang. Gleichzeitig zeigt die Erfahrung, dass genau in solchen Phasen die Wahrscheinlichkeit für Qualitätsprobleme steigt.
Der Grund liegt in der Vielzahl kleiner Veränderungen, die nach einer Unterbrechung gleichzeitig auftreten können. Werkzeugbelastung, Temperaturzustand der Maschine, Spannverhältnisse und Materialfluss befinden sich nicht mehr exakt in dem Zustand, der vor dem Stillstand vorhanden war. Jede einzelne Veränderung mag gering sein. Zusammen können sie jedoch dazu führen, dass ein Prozess vorübergehend empfindlicher reagiert.
In der Praxis wird deshalb häufig genauer hingeschaut, wenn eine Maschine nach einer Unterbrechung wieder anlaufen soll. Erste Teile werden intensiver kontrolliert, Oberflächen genauer betrachtet oder Messintervalle kurzfristig verkürzt. Dieser zusätzliche Aufwand gehört bereits zur wirtschaftlichen Realität solcher Ereignisse.
Manchmal bleibt es bei dieser Vorsicht. In anderen Fällen entstehen tatsächlich zusätzliche Ausschussteile oder Nacharbeit. Besonders bei komplexen Bauteilen oder engen Toleranzen kann ein einzelner Prozessmoment mehrere Teile betreffen, bevor die Situation wieder vollständig stabil ist.
Auch hier zeigt sich ein Muster: Die eigentlichen Kosten entstehen selten im Moment des Stillstands selbst, sondern in der Phase danach.
Wenn ein Stillstand die Organisation berührt
Ungeplante Unterbrechungen betreffen selten nur die Maschine. In vielen Fertigungen greifen mehrere Funktionen gleichzeitig ineinander: Bediener, Qualitätssicherung, Arbeitsvorbereitung, Instandhaltung und manchmal auch Logistik. Solange der Prozess stabil läuft, ist diese Zusammenarbeit kaum sichtbar. Sie funktioniert im Hintergrund.
Sobald eine Anlage unerwartet stehen bleibt, wird dieses Gefüge plötzlich aktiv. Der Bediener sucht nach der Ursache, ein Meister wird informiert, im Werkzeuglager wird nach Ersatz gesucht oder ein Programm wird kurzfristig überprüft. Was zuvor ein klar strukturierter Ablauf war, verwandelt sich für eine gewisse Zeit in eine koordinierte Fehlersuche.
Dabei entsteht ein organisatorischer Effekt, der in vielen Kostenbetrachtungen kaum berücksichtigt wird: Aufmerksamkeit verschiebt sich. Während mehrere Personen versuchen, eine Störung zu verstehen oder zu beheben, fehlt diese Zeit an anderer Stelle der Fertigung. Entscheidungen werden parallel getroffen, manchmal unter Zeitdruck.
In der Praxis ist dieser Aufwand schwer zu messen, weil er nicht direkt als Maschinenstillstand erscheint. Trotzdem gehört er zur vollständigen Rechnung einer Unterbrechung. Ein Meister, der mehrere Minuten an einer Maschine verbringt, kümmert sich in dieser Zeit nicht um andere Abläufe. Eine Qualitätsprüfung, die zusätzlich eingeschoben wird, bindet Personal und Messmittel.
Besonders deutlich wird dieser Effekt in Fertigungen mit enger Personalstruktur. Wenn wenige Personen mehrere Maschinen betreuen, kann eine einzige Störung den Ablauf einer ganzen Schicht verändern.
Die eigentliche Herausforderung liegt deshalb nicht nur darin, den technischen Fehler zu beheben. Entscheidend ist auch, wie schnell sich die Organisation wieder in ihren normalen Arbeitsrhythmus zurückfindet.
Auch das ist Teil der Kosten, die eine ungeplante Unterbrechung verursacht.
Die Verschiebung im Materialfluss
Eine ungeplante Unterbrechung bleibt selten auf den einzelnen Bearbeitungsschritt beschränkt. In vielen Fertigungen ist die Zerspanung Teil eines größeren Ablaufs: Rohmaterial wird bereitgestellt, Bauteile durchlaufen mehrere Bearbeitungsstufen, anschließend folgen Reinigung, Kontrolle oder Montage. Solange jede Station im vorgesehenen Rhythmus arbeitet, bleibt dieser Materialfluss stabil.
Wenn jedoch eine Maschine unerwartet stehen bleibt, verschiebt sich dieser Ablauf. Teile, die eigentlich in einem bestimmten Zeitfenster weitergegeben werden sollten, bleiben zunächst liegen. Gleichzeitig läuft Material aus vorherigen Prozessschritten weiter an. Dadurch entstehen kurzfristig kleine Puffer – manchmal unbemerkt, manchmal sichtbar in Form von Teilen, die sich neben der Maschine sammeln.
In der Praxis kann dieser Effekt mehrere Richtungen annehmen. In einer Linie mit mehreren Bearbeitungsschritten führt eine Unterbrechung häufig dazu, dass nachgelagerte Stationen zeitweise ohne Material arbeiten. Mitarbeiter warten auf Teile oder wechseln kurzfristig zu anderen Aufgaben. Sobald die ursprüngliche Maschine wieder läuft, entsteht dann das umgekehrte Bild: Teile treffen gebündelt ein und müssen wieder in den normalen Ablauf integriert werden.
Auch in Einzelmaschinenfertigungen ist dieser Effekt spürbar. Materialbereitstellung, Reinigung oder Verpackung orientieren sich oft am üblichen Takt der Maschine. Verschiebt sich dieser Takt, verschieben sich automatisch auch die nachfolgenden Arbeitsschritte.
Der Materialfluss selbst wird dadurch selten dauerhaft beschädigt. Aber er verliert für eine gewisse Zeit seine Regelmäßigkeit. Entscheidungen, die zuvor automatisch aus dem Ablauf entstanden sind, müssen plötzlich bewusst getroffen werden.
Damit erweitert sich die Wirkung einer ungeplanten Unterbrechung über den eigentlichen Bearbeitungsschritt hinaus. Sie betrifft nicht nur Werkzeug, Maschine und Bauteil, sondern auch die Struktur, in der sich Material durch die Fertigung bewegt.
Warum einfache Kostenrechnungen selten tragen
Wenn über Stillstandskosten gesprochen wird, tauchen häufig klare Zahlen auf. Eine Maschine kostet pro Stunde einen bestimmten Betrag. Daraus ergibt sich eine scheinbar eindeutige Rechnung: Steht die Maschine zehn Minuten, entsteht ein definierter Verlust.
Diese Rechnung ist nicht falsch. Sie bleibt nur unvollständig.
In der Praxis setzt sich die wirtschaftliche Wirkung einer ungeplanten Unterbrechung aus vielen kleinen Effekten zusammen. Ein Teil davon ist tatsächlich die verlorene Maschinenzeit. Ein anderer Teil entsteht in der Phase danach: zusätzliche Kontrollen, Werkzeugwechsel, veränderte Maßlagen oder organisatorischer Aufwand.
Keiner dieser Punkte muss für sich genommen dramatisch sein. Oft handelt es sich um Minuten oder um kleine Anpassungen im Ablauf. Doch genau diese kleinen Effekte summieren sich über den Tag, über die Woche oder über eine ganze Serie.
Ein Beispiel aus der Praxis: Eine Maschine steht fünf Minuten. Danach werden zwei Teile zusätzlich gemessen, ein Werkzeug wird vorsorglich gewechselt und der Prozess wird einige Teile lang intensiver beobachtet. Die eigentliche Unterbrechung dauerte nur wenige Minuten, der Aufwand rund um den Wiederanlauf jedoch deutlich länger.
Solche Situationen sind im Fertigungsalltag normal. Sie zeigen aber auch, warum reine Maschinenstundensätze selten ausreichen, um die tatsächlichen Kosten zu verstehen.
Die eigentliche Rechnung einer Unterbrechung besteht aus mehreren Ebenen: Zeitverlust, Prozessveränderung, organisatorischer Aufwand und manchmal auch Qualitätsrisiken. Erst wenn diese Ebenen gemeinsam betrachtet werden, entsteht ein realistisches Bild.
Das bedeutet nicht, dass jede Unterbrechung automatisch teuer ist. Aber es erklärt, warum der wirtschaftliche Effekt oft größer ist, als die reine Stillstandszeit vermuten lässt.
Unterbrechungen als Teil der Realität in der Fertigung
Ungeplante Unterbrechungen gehören zur Realität jeder Fertigung. Auch gut eingerichtete Prozesse, moderne Maschinen und erfahrene Bediener können sie nicht vollständig vermeiden. Material verhält sich nicht immer identisch, Werkzeuge verschleißen, Sensoren melden Fehler oder ein Bauteil verhält sich anders als erwartet.
In vielen Betrieben entsteht deshalb eine gewisse Gelassenheit im Umgang mit solchen Situationen. Eine Maschine steht, der Fehler wird gesucht, der Prozess läuft weiter. Dieser pragmatische Umgang ist notwendig, weil Produktion sonst kaum möglich wäre.
Gleichzeitig zeigt die Praxis, dass genau diese Momente viel über die Tragfähigkeit eines Prozesses verraten. Ein stabiler Prozess verträgt Unterbrechungen besser. Er findet nach kurzer Zeit wieder in seinen ursprünglichen Zustand zurück. Werkzeuge laufen weiter, Maßlagen stabilisieren sich und der Ablauf der Fertigung ordnet sich wieder ein.
Bei empfindlichen Prozessen sieht das anders aus. Dort führt eine Unterbrechung oft zu einer längeren Phase der Unsicherheit. Teile werden häufiger kontrolliert, Werkzeuge vorsorglich gewechselt oder Parameter angepasst. Der Prozess läuft zwar weiter, aber er bewegt sich nicht mehr so selbstverständlich wie zuvor.
Deshalb lohnt sich ein genauer Blick auf solche Ereignisse. Nicht, um jede Unterbrechung zu dramatisieren, sondern um zu verstehen, welche Zusammenhänge dahinterstehen. Ein Prozess, der nur unter idealen Bedingungen funktioniert, wird im Alltag immer wieder an seine Grenzen stoßen.
Die vollständige Rechnung einer ungeplanten Unterbrechung besteht daher nicht nur aus Zeit und Geld. Sie zeigt auch, wie robust ein Prozess tatsächlich ist – und wie gut eine Fertigung mit den unvermeidlichen Störungen des realen Betriebs umgehen kann.
Das Video fasst die wichtigsten Punkte dieses Artikels zusammen:
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.