Der Bediener stabilisiert den Prozess, nicht das System
Inhalt
Prozess stabilisieren beginnt oft dort, wo der Fräser ruhig läuft, das Maß passt und die Oberfläche gleichmäßig ist. Das Bauteil verlässt die Maschine ohne Auffälligkeiten, der Prozess wirkt stabil.
Ein Schichtwechsel später zeigt sich ein anderes Bild. Die Maße beginnen leicht zu streuen, die Oberfläche verliert an Ruhe, und der Werkzeugverschleiß nimmt zu, ohne dass ein klarer Grund erkennbar ist.
Programm unverändert, Werkzeug identisch, Material laut Vorgabe gleich. An der Maschine wurde nichts verändert, und trotzdem ist das Ergebnis ein anderes.
Der Unterschied liegt häufig nicht im sichtbaren Teil des Prozesses, sondern in dem, was zwischen Maschine und Ergebnis passiert. Der erste Bediener hat den Prozess geführt, nicht durch große Eingriffe, sondern durch Wahrnehmung. Geräusche wurden eingeordnet, Veränderungen im Spanbild früh erkannt, leichte Unruhe im Lauf rechtzeitig wahrgenommen.
Die Korrekturen waren klein und teilweise kaum messbar, kamen aber zum richtigen Zeitpunkt. Genau darin liegt ihr Effekt.
Der zweite Bediener verlässt sich auf das, was dokumentiert ist. Schnittwerte stimmen, Werkzeug ist freigegeben, das Programm ist geprüft. Der Prozess wird so gefahren, wie er definiert ist, und genau dadurch wird sichtbar, was vorher nicht auffiel.
Der Prozess war nicht stabil. Er wurde stabil gehalten.
Diese Form von Stabilität ist in vielen Fertigungen vorhanden. Sie entsteht nicht durch Auslegung, sondern durch Erfahrung, nicht durch Systematik, sondern durch laufende Anpassung. Das funktioniert, solange derjenige an der Maschine steht, der diese Anpassung leisten kann. Sobald sich das ändert, zeigt der Prozess seinen tatsächlichen Zustand.
Damit ist der Kern des Themas gesetzt: Wann ist ein Prozess wirklich stabil, und wann wird er nur stabilisiert?
Stabilität im Ergebnis ist nicht Stabilität im Prozess
In vielen Betrieben wird Stabilität über das Ergebnis definiert. Maßhaltigkeit, Oberflächengüte und Standzeit bewegen sich im erwarteten Bereich, Ausschuss tritt selten auf. Solange diese Kennzahlen passen, gilt der Prozess als beherrscht.
Das ist nachvollziehbar, greift aber zu kurz.
Ein Prozess kann über längere Zeit stabile Ergebnisse liefern, ohne selbst stabil zu sein. Er wird dann nicht durch seine Auslegung getragen, sondern durch laufende Korrektur. Diese Korrektur ist oft nicht dokumentiert und findet in einem Bereich statt, der sich zwischen Erfahrung und Gewohnheit bewegt.
An der Maschine wird das schnell sichtbar. Ein Bediener verändert minimale Zustellungen, passt Vorschübe leicht an oder reagiert auf ein Geräusch, das nicht ins bekannte Bild passt. Diese Eingriffe sind selten formal begründet, sie entstehen aus der Summe vieler Beobachtungen.
Solange diese Anpassung funktioniert, bleibt das Ergebnis innerhalb der Toleranz. Der Prozess wirkt stabil, obwohl er es nicht ist.
Problematisch wird das erst, wenn diese Form der Stabilisierung nicht mehr stattfindet. Dann zeigt sich, wie sensibel der Prozess tatsächlich ist. Kleine Abweichungen, die vorher ausgeglichen wurden, schlagen plötzlich durch. Die Streuung nimmt zu, Werkzeugstandzeiten verkürzen sich, und die Prozessfähigkeit sinkt, ohne dass sich die Ausgangsbedingungen sichtbar verändert haben.
Damit verschiebt sich auch die Bewertung. Was vorher als stabil galt, erweist sich als abhängig. Nicht von Maschine, Werkzeug oder Programm allein, sondern von der Person, die den Prozess begleitet.
Diese Abhängigkeit ist nicht grundsätzlich falsch. Sie ist in vielen Fertigungen Realität. Entscheidend ist, ob sie erkannt wird. Denn nur dann lässt sich einordnen, ob ein Prozess tatsächlich tragfähig ist oder nur unter bestimmten Bedingungen funktioniert.
Wo der Bediener tatsächlich eingreift
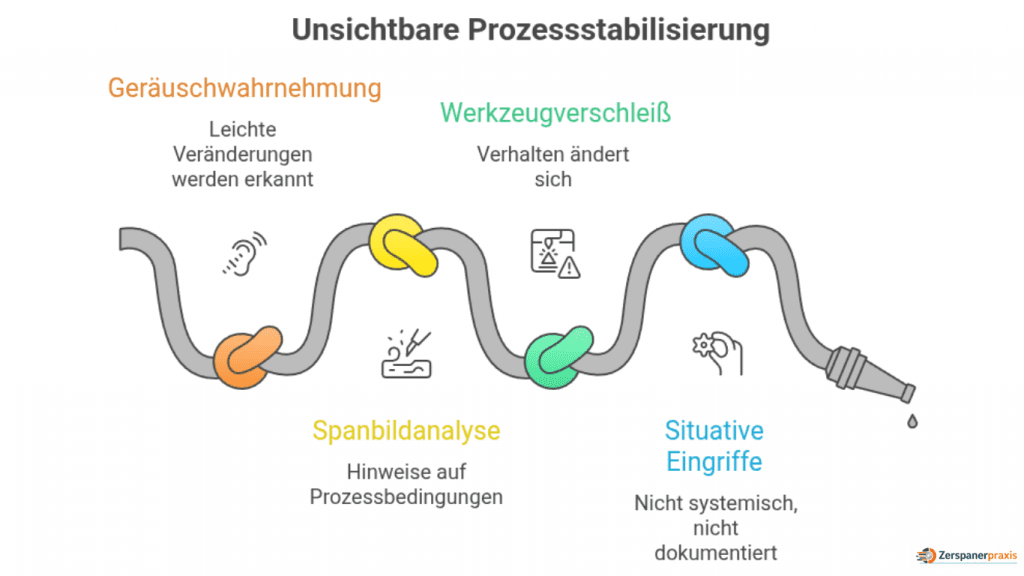
In der Praxis sind es selten große Stellschrauben, an denen der Bediener den Prozess beeinflusst. Die entscheidenden Eingriffe liegen in Bereichen, die formal oft unverändert bleiben, sich aber im Detail verschieben.
Ein typisches Beispiel ist die Wahrnehmung von Geräuschen. Eine leichte Veränderung im Schnittgeräusch fällt dem erfahrenen Bediener früh auf. Noch bevor Maß oder Oberfläche reagieren, wird klar, dass sich die Belastung im Eingriff verändert hat. Die Reaktion darauf ist meist klein: ein minimal angepasster Vorschub, eine leicht veränderte Zustellung oder ein früherer Werkzeugwechsel.
Ähnlich verhält es sich beim Spanbild. Form, Farbe und Bruchverhalten liefern Hinweise auf Temperatur, Reibung und Lastverteilung. Diese Informationen werden selten bewusst ausgewertet, sie werden erkannt. Und darauf wird reagiert, oft ohne dass diese Reaktion dokumentiert wird.
Auch die Einschätzung von Werkzeugverschleiß folgt diesem Muster. Der nominelle Standzeitwert ist bekannt, aber in der Praxis wird er selten starr eingehalten. Ein Bediener zieht das Werkzeug früher, wenn sich das Verhalten ändert, oder lässt es länger laufen, wenn der Eingriff ruhig bleibt. Damit verschiebt sich die reale Standzeit ständig in Abhängigkeit vom Prozesszustand.
Diese Eingriffe haben eines gemeinsam: Sie sind situativ, nicht systemisch. Sie entstehen aus Beobachtung, nicht aus Vorgabe. Und sie wirken direkt auf die Stabilität, ohne dass sie im Prozessmodell abgebildet sind.
Solange diese Form der Begleitung vorhanden ist, bleiben viele Abweichungen unsichtbar. Der Prozess wird stabilisiert, bevor er sichtbar instabil wird. Erst wenn diese Eingriffe ausbleiben, zeigt sich, wie stark der Prozess tatsächlich von ihnen abhängt.
Wo die Grenze zwischen Anpassung und Abhängigkeit liegt
In vielen Fertigungen gehört diese Form der Anpassung zum Alltag. Sie wird nicht hinterfragt, weil sie funktioniert. Solange die Ergebnisse stimmen, gibt es keinen unmittelbaren Anlass, den Prozess grundlegend zu verändern.
Genau dort liegt die Grenze, die oft nicht klar gesehen wird.
Ein Prozess, der regelmäßig nachgeführt werden muss, ist nicht automatisch schlecht. Zerspanung ist kein statisches System. Werkstoffchargen variieren, Werkzeuge verhalten sich unterschiedlich, Maschinen reagieren auf Temperatur und Belastung. Eine gewisse Anpassung gehört dazu.
Problematisch wird es dort, wo Anpassung zur Voraussetzung wird.
Wenn ein Prozess nur dann innerhalb der Toleranz bleibt, wenn ein erfahrener Bediener permanent korrigiert, dann ist die Stabilität nicht im Prozess verankert. Sie liegt außerhalb, in der Person. Damit entsteht eine Abhängigkeit, die im Alltag oft unsichtbar bleibt.
Diese Abhängigkeit zeigt sich meist nicht sofort. Sie wird erst deutlich, wenn sich Rahmenbedingungen ändern. Ein neuer Bediener übernimmt die Maschine, ein Auftrag läuft in einer anderen Schicht, oder die Fertigung wird teilweise automatisiert. In diesen Momenten fehlt die kontinuierliche Nachführung, und der Prozess reagiert empfindlich.
Die typische Reaktion darauf ist die Suche nach der Ursache im System. Werkzeug, Maschine oder Programm werden überprüft, ohne dass die Rolle der vorherigen Stabilisierung berücksichtigt wird. Dadurch entsteht ein verzerrtes Bild: Der Prozess wirkt plötzlich instabil, obwohl er es zuvor bereits war.
Die eigentliche Frage lautet daher nicht, ob ein Bediener eingreift. Entscheidend ist, ob der Prozess auch ohne diese Eingriffe tragfähig bleibt. Erst dann lässt sich von Stabilität im eigentlichen Sinne sprechen.
Technische Ursachen, die durch Erfahrung überdeckt werden
Hinter dieser Form der Stabilisierung stehen meist keine zufälligen Effekte, sondern konkrete technische Ursachen. Sie sind im System vorhanden, werden aber durch Erfahrung überdeckt, bevor sie sichtbar werden.
Ein häufiger Punkt ist der Rundlauf im Gesamtsystem. Nicht nur die Werkzeugaufnahme, sondern die Kombination aus Spindel, Aufnahme und Werkzeug bestimmt, wie gleichmäßig die Schneiden belastet werden. Kleine Abweichungen führen dazu, dass einzelne Schneiden mehr Last übernehmen. Das zeigt sich zunächst im Geräusch und im Verschleißbild, lange bevor Maße aus dem Toleranzbereich laufen.
Ähnlich wirkt die Steifigkeit der Aufspannung. Eine scheinbar stabile Aufspannung kann unter Last nachgeben, insbesondere bei wechselnden Eingriffsverhältnissen. Diese Nachgiebigkeit verändert die effektive Zustellung und damit die Schnittbedingungen. Für den Bediener wird das als Unruhe im Prozess spürbar, auch wenn die Ursache nicht direkt sichtbar ist.
Auch thermische Effekte spielen eine Rolle. Maschine, Werkstück und Werkzeug verändern ihr Verhalten mit der Temperatur. Diese Veränderungen verlaufen schleichend und sind selten vollständig kompensiert. Ein erfahrener Bediener reagiert darauf indirekt, indem er den Prozess leicht nachführt, ohne die zugrunde liegende Ursache exakt zu benennen.
Werkzeugstreuung ist ein weiterer Faktor. Selbst bei identischen Werkzeugen können kleine Unterschiede in Schneidengeometrie oder Beschichtung auftreten. Diese Unterschiede beeinflussen den Eingriff und damit das Prozessverhalten. In der Praxis wird das oft durch angepasstes Verhalten ausgeglichen, ohne dass die Streuung systematisch erfasst wird.
Diese Beispiele zeigen, dass die Stabilisierung durch den Bediener nicht im luftleeren Raum entsteht. Sie reagiert auf reale Abweichungen im System. Solange diese Abweichungen durch Erfahrung kompensiert werden, bleiben sie unsichtbar. Erst wenn diese Kompensation fehlt, treten sie klar hervor und werden als Problem wahrgenommen.
Wenn Dokumentation Stabilität ersetzt
In vielen Betrieben wird versucht, diese Abhängigkeit über Dokumentation zu beherrschen. Schnittwerte werden festgelegt, Werkzeugstandzeiten definiert, Prüfintervalle beschrieben. Der Prozess soll reproduzierbar werden, unabhängig von der Person an der Maschine.
Das ist notwendig, löst aber nicht automatisch das zugrunde liegende Problem.
Dokumentation bildet einen Zustand ab, keinen Verlauf. Sie beschreibt, wie ein Prozess unter bestimmten Bedingungen funktioniert hat. Sie enthält jedoch selten die feinen Anpassungen, die während der Bearbeitung erfolgt sind. Diese Anpassungen entstehen situativ und lassen sich nur schwer vollständig in Vorgaben überführen.
An der Maschine wird das deutlich, wenn ein Prozess strikt nach Dokumentation gefahren wird. Die definierten Werte sind korrekt, die Abläufe eingehalten, und trotzdem zeigt sich eine Abweichung. Nicht, weil die Dokumentation falsch ist, sondern weil sie unvollständig ist.
Ein erfahrener Bediener ergänzt diese Lücke durch Beobachtung. Er erkennt, wann die festgelegten Werte nicht mehr exakt zum aktuellen Zustand passen, und reagiert darauf. Diese Reaktion ist Teil der tatsächlichen Prozessführung, taucht aber in keiner Vorgabe auf.
Wird diese implizite Anpassung durch starre Vorgaben ersetzt, verschiebt sich das Problem. Der Prozess wird formal sauber gefahren, verliert aber seine Fähigkeit zur Selbstkorrektur. Abweichungen werden dann erst sichtbar, wenn sie messbar sind.
Damit entsteht eine paradoxe Situation: Je genauer der Prozess dokumentiert ist, desto stärker fällt auf, wo er nicht ohne zusätzliche Stabilisierung funktioniert. Die Dokumentation macht die Abhängigkeit nicht geringer, sondern sichtbar.
Automatisierung macht Abhängigkeiten sichtbar
Sobald Prozesse automatisiert werden, fällt diese Form der Stabilisierung weg. Die Maschine arbeitet nach definierten Abläufen, Korrekturen erfolgen nur dort, wo sie vorgesehen sind. Das System reagiert nicht auf Geräusche, nicht auf Spanbild und nicht auf ein verändertes Gefühl im Eingriff.
Was zuvor im laufenden Betrieb ausgeglichen wurde, bleibt nun bestehen.
Das zeigt sich oft nicht sofort. In der Einfahrphase funktioniert der Prozess scheinbar problemlos. Werte stimmen, Taktzeiten werden erreicht, und die Anlage läuft stabil. Erst mit der Zeit treten Abweichungen auf, die sich nicht mehr durch spontane Eingriffe korrigieren lassen.
Werkzeugstandzeiten streuen stärker, Maßabweichungen nehmen zu, und die Prozessfähigkeit sinkt. Die Ursachen sind dabei häufig dieselben wie zuvor, nur dass sie nicht mehr überdeckt werden. Rundlauf, thermische Effekte oder Unterschiede im Werkzeug wirken nun direkt auf das Ergebnis.
Die Reaktion darauf ist meist technisch geprägt. Es wird nach Lösungen im System gesucht: andere Werkzeuge, angepasste Schnittwerte, zusätzliche Überwachung. Das ist nachvollziehbar, greift aber zu kurz, wenn die ursprüngliche Stabilisierung nicht berücksichtigt wird.
Automatisierung macht nicht instabil, was zuvor stabil war. Sie legt offen, was bereits abhängig war.
Damit verschiebt sich auch der Blick auf den Prozess. Was zuvor als robust galt, zeigt sich als sensibel gegenüber kleinen Abweichungen. Die Herausforderung liegt dann nicht in der Automatisierung selbst, sondern in der Frage, wie viel Stabilität tatsächlich im System verankert ist.
Auswirkungen auf Standzeit, Qualität und Kosten
Solange ein Prozess durch Erfahrung stabilisiert wird, bleiben viele Effekte im Hintergrund. Die Ergebnisse sind im Rahmen, Abweichungen werden früh korrigiert, und Probleme treten selten offen zutage. Erst wenn diese Stabilisierung fehlt, werden die Auswirkungen sichtbar.
Die Standzeit reagiert meist als Erstes. Werkzeuge verschleißen nicht mehr gleichmäßig, sondern zeigen Streuung. Einzelne Schneiden werden stärker belastet, Ausbrüche treten früher auf, und die geplanten Wechselintervalle passen nicht mehr zum tatsächlichen Verhalten. Der Prozess verliert an Vorhersagbarkeit.
Auch die Qualität wird unruhiger. Maßabweichungen bleiben zunächst klein, bewegen sich aber näher an die Toleranzgrenzen. Oberflächen reagieren empfindlicher auf kleinste Veränderungen im Eingriff. Was zuvor durch rechtzeitige Anpassung ausgeglichen wurde, wird jetzt sichtbar und messbar.
Mit der Qualität verändert sich auch die Prozessfähigkeit. Streuung nimmt zu, Cp- und Cpk-Werte sinken, ohne dass sich die formalen Prozessparameter verändert haben. Das führt zu einem trügerischen Eindruck: Der Prozess scheint schlechter geworden zu sein, obwohl sich in der Auslegung nichts geändert hat.
Die Kosten folgen diesem Verlauf. Werkzeugkosten steigen durch verkürzte oder schwankende Standzeiten. Nacharbeit und Ausschuss nehmen zu, weil Abweichungen später erkannt werden. Gleichzeitig wächst der Aufwand für Analyse und Fehlersuche, da die Ursachen nicht eindeutig zugeordnet werden können.
Damit zeigt sich ein Zusammenhang, der im Alltag oft übersehen wird: Die wirtschaftliche Stabilität eines Prozesses hängt nicht nur von seinen definierten Parametern ab, sondern auch davon, wie viel Stabilisierung durch Erfahrung geleistet wird. Fällt dieser Anteil weg, verändern sich Qualität und Kosten, ohne dass das System selbst angepasst wurde.
Praxisbeobachtung
Steigende Werkzeugkosten, schwankende Standzeiten und unruhige Qualität sind selten ein isoliertes Kostenproblem.
Oft zeigen sie, dass ein Prozess nicht aus sich heraus stabil ist, sondern über längere Zeit stabilisiert wurde.
Fällt diese Stabilisierung weg, werden Abweichungen sichtbar, die vorher bereits vorhanden waren.
Stabilität als Eigenschaft oder als Leistung
In vielen Fertigungen wird Stabilität über das Ergebnis bewertet. Solange Maß, Oberfläche und Standzeit im erwarteten Bereich liegen, gilt der Prozess als beherrscht. Ob diese Stabilität aus der Auslegung entsteht oder durch laufende Anpassung getragen wird, bleibt dabei oft offen.
Erst wenn sich Rahmenbedingungen ändern, wird dieser Unterschied sichtbar. Neue Bediener, andere Schichtmodelle oder ein höherer Automatisierungsgrad führen dazu, dass die bisherige Stabilisierung nicht mehr in gleicher Form stattfindet. Der Prozess verliert an Ruhe, obwohl sich an Maschine, Werkzeug und Programm nichts Grundlegendes geändert hat.
Damit verschiebt sich der Blick auf Stabilität. Sie ist dann nicht mehr nur das Ergebnis innerhalb der Toleranz, sondern die Fähigkeit eines Prozesses, diese Ergebnisse ohne permanente Korrektur zu erreichen. Alles, was darüber hinaus durch Erfahrung ergänzt wird, gehört zur Praxis, liegt aber nicht im System.
Zerspanung bleibt dabei ein Prozess mit vielen Einflüssen, die sich nicht vollständig standardisieren lassen. Eine gewisse Anpassung wird immer Teil der Realität sein. Entscheidend ist, ob diese Anpassung tragend wird.
Stabilität ist damit keine feste Eigenschaft, sondern eine Frage der Abhängigkeit.
Was im Prozess sichtbar wird, wenn Stabilisierung fehlt
Wenn die laufende Stabilisierung durch den Bediener wegfällt, verändert sich nicht nur das Ergebnis, sondern auch die Art, wie der Prozess wahrgenommen wird. Abweichungen treten nicht mehr gedämpft auf, sondern unmittelbar. Dinge, die zuvor im Hintergrund geblieben sind, werden plötzlich deutlich.
An der Maschine zeigt sich das oft zuerst im zeitlichen Verlauf. Maße halten nicht mehr konstant über eine Serie, sondern driften. Nicht sprunghaft, sondern schleichend. Was zuvor durch kleine Korrekturen ausgeglichen wurde, läuft jetzt ungebremst durch den Prozess.
Auch das Verhalten im Eingriff verändert sich. Unruhe tritt früher auf, Geräusche werden deutlicher, und die Bearbeitung reagiert sensibler auf kleinste Änderungen. Diese Signale waren vorher vorhanden, wurden aber früh eingeordnet und abgefangen.
Im Verschleißbild wird die Abhängigkeit besonders klar. Schneiden nutzen sich ungleichmäßiger ab, Ausbrüche treten nicht mehr vorhersehbar auf, und die Standzeit verliert ihre Konstanz. Der Prozess zeigt nicht mehr ein wiederkehrendes Muster, sondern Streuung.
Diese Veränderungen führen häufig zu einer intensiveren Fehlersuche. Messwerte werden geprüft, Werkzeuge analysiert, Maschinenzustände hinterfragt. Der Blick richtet sich auf das System, weil dort die Ursache vermutet wird.
Dabei wird leicht übersehen, dass nicht nur das System selbst wirkt, sondern auch das, was zuvor zwischen System und Ergebnis stattgefunden hat. Die Stabilisierung durch den Bediener war Teil des Prozesses, auch wenn sie nicht als solcher benannt wurde.
Fehlt dieser Anteil, wird der tatsächliche Zustand sichtbar. Nicht als neuer Fehler, sondern als offengelegte Eigenschaft des bestehenden Prozesses.
Stabilität zeigt sich erst ohne Stabilisierung
Ein Prozess kann über lange Zeit unauffällig laufen und trotzdem nicht stabil sein. Solange jemand an der Maschine steht, der Abweichungen früh erkennt und ausgleicht, bleibt dieser Unterschied unsichtbar. Das Ergebnis passt, der Prozess wirkt beherrscht.
Erst wenn diese laufende Stabilisierung wegfällt, zeigt sich, wie der Prozess tatsächlich ausgelegt ist. Abweichungen treten deutlicher auf, Streuung nimmt zu, und Zusammenhänge, die vorher überdeckt waren, werden sichtbar. Nicht weil sich der Prozess verändert hat, sondern weil ein Teil seiner Führung fehlt.
Damit verschiebt sich auch die Bewertung. Stabilität ist dann nicht mehr nur das, was im Ergebnis messbar ist, sondern das, was ein Prozess aus sich heraus leisten kann. Alles, was darüber hinaus durch Erfahrung ergänzt wird, gehört zwar zur Praxis, liegt aber nicht im System.
Diese Unterscheidung lässt sich nicht immer eindeutig ziehen. Zerspanung bleibt von vielen Einflüssen geprägt, die nicht vollständig standardisiert werden können. Dennoch verändert sich der Blick auf den Prozess, wenn klar wird, welcher Anteil der Stabilität aus der Auslegung stammt und welcher aus laufender Anpassung.
Der Bediener stabilisiert den Prozess. Nicht, weil das System versagt, sondern weil es an bestimmten Stellen darauf angewiesen ist.
Das Video fasst die wichtigsten Punkte dieses Artikels zusammen:
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, habe ich dafür einen klaren, begrenzten Ablauf zusammengestellt.