Ausschuss vermeiden: Der 5-Minuten-Check für die Zerspanung
Inhalt
Maßlage, Streuung und Tragfähigkeit
Ausschuss vermeiden beginnt nicht mit Kontrolle, sondern mit Lagebeurteilung des Prozesses. Ein Teil kann innerhalb der Toleranz liegen und trotzdem aus einer belasteten Prozesslage stammen. Maßhaltigkeit ist ein Ergebnis. Stabilität ist eine Eigenschaft. Ein Prozess gilt im Alltag als „gut“, wenn das Maß stimmt. Diese Gleichsetzung ist technisch unzureichend. Maßlage beschreibt die Position eines einzelnen Wertes innerhalb einer Toleranz. Streuung beschreibt die Verteilung mehrerer Werte. Tragfähigkeit beschreibt die Fähigkeit des Systems, Belastung aufzunehmen, ohne seine Lage oder Streuung unkontrolliert zu verändern.
Diese drei Begriffe werden in der Praxis häufig vermischt.
Ein Teil kann exakt in der Toleranzmitte liegen, obwohl die Streuung bereits zunimmt. Ebenso kann eine enge Streuung vorliegen, obwohl das System an der mechanischen Grenze betrieben wird. Maß und Streuung sind sichtbare Ergebnisse. Tragfähigkeit ist eine Systemeigenschaft.
Tragfähigkeit entsteht aus Steifigkeit, thermischer Stabilität, reproduzierbarer Spannung, kontrolliertem Werkzeugverschleiß und einem definierten Belastungsfenster. Wenn diese Faktoren im vorgesehenen Bereich arbeiten, ist das Maß nicht nur korrekt, sondern abgesichert. Kleine Störungen führen nicht sofort zu Verschiebungen.
Kritisch wird es, wenn ein Prozess nur noch durch aktive Korrektur in der Toleranz gehalten wird. In diesem Zustand wirkt die Maßlage stabil, weil regelmäßig nachgestellt wird. Die Streuung bleibt formal akzeptabel. Tatsächlich arbeitet das System jedoch bereits nahe einer Grenze. Die Reserve ist verbraucht.
Der 5-Minuten-Check beginnt daher nicht mit der Frage, ob das letzte Teil in Ordnung ist. Er beginnt mit der Frage, ob das System noch Spielraum hat. Spielraum bedeutet, dass eine minimale Veränderung – Temperatur, Material, Werkzeugwechsel – nicht sofort eine Maßkorrektur erzwingt.
Ein Prozess, der trägt, benötigt keine permanente Führung.
Ein Prozess, der nur noch verwaltet wird, produziert Ausschuss nicht sofort – aber absehbar.
Prozessreserve und Belastungsfenster
Jeder Zerspanprozess arbeitet innerhalb eines mechanischen und thermischen Belastungsfensters. Schnittgeschwindigkeit, Vorschub, Eingriffsbreite, Werkzeuggeometrie und Spannzustand definieren dieses Fenster. Solange die real auftretenden Kräfte, Temperaturen und Relativbewegungen innerhalb dieses Bereichs bleiben, verhält sich das System reproduzierbar.
Prozessreserve bedeutet, dass dieses Fenster nicht vollständig ausgereizt wird. Die tatsächliche Belastung liegt unterhalb der maximal tolerierbaren Grenze. Dadurch können unvermeidbare Schwankungen – Materialstreuung, minimale Werkzeugabweichungen, thermische Veränderungen – aufgenommen werden, ohne dass die Maßlage kippt.
In der Praxis wird diese Reserve häufig schrittweise reduziert. Taktzeitverkürzung, höhere Zustellung, verlängerte Standzeiten oder das Verschieben von Wechselpunkten führen dazu, dass der Prozess näher an die Grenze rückt. Solange keine unmittelbare Störung auftritt, bleibt das Ergebnis formal korrekt. Die Maßwerte bewegen sich noch im Toleranzband. Die Streuung bleibt kontrollierbar.
Entscheidend ist jedoch, dass sich das Verhalten gegenüber Störungen verändert. Ein Prozess mit Reserve reagiert gedämpft. Ein ausgereizter Prozess reagiert empfindlich. Eine minimale Erhöhung der Schnittkraft führt nicht mehr zu einer kaum messbaren Verschiebung, sondern zu einem systematischen Trend.
Im 5-Minuten-Check wird deshalb nicht nur geprüft, ob aktuell alles funktioniert. Es wird bewertet, wie empfindlich der Prozess auf kleine Veränderungen reagiert hat. Mussten heute mehrere Korrekturen gesetzt werden? Hat sich das Verschleißbild schneller verändert als üblich? Zeigt die Oberfläche erste Anzeichen erhöhter Dynamik?
Diese Fragen zielen nicht auf Fehler, sondern auf Reserve. Ein Prozess ohne Reserve ist nicht automatisch instabil. Er ist jedoch anfällig. Und Anfälligkeit bedeutet, dass der Ausschuss nicht durch ein einzelnes Ereignis entsteht, sondern durch das Zusammentreffen mehrerer kleiner Verschiebungen, die das Belastungsfenster überschreiten.
Verschleißverlauf als Systemanzeige
Werkzeugverschleiß ist kein isoliertes Phänomen. Er ist die sichtbare Reaktion des Systems auf die im Eingriff wirkenden Kräfte und Temperaturen. Deshalb liefert nicht nur die Standzeit eine Information, sondern der Verlauf des Verschleißes über die Serie hinweg.
Ein gleichmäßiger, berechenbarer Freiflächenverschleiß deutet auf stabile Schnittbedingungen hin. Die Kontaktzone wächst kontinuierlich, die Schneidkante bleibt intakt, Ausbrüche treten nicht punktuell auf. In diesem Zustand steigen die Schnittkräfte langsam an. Korrekturen sind erwartbar und folgen einem bekannten Muster.
Weicht dieser Verlauf ab, ist das kein reines Werkzeugproblem. Ein schnellerer Verschleißanstieg als üblich, asymmetrische Abnutzung oder beginnende Mikrorisse zeigen, dass sich die Belastungsverteilung verändert hat. Ursache kann eine minimale Änderung im Spannzustand sein, eine erhöhte Dynamik im System oder eine veränderte thermische Situation.
Im Alltag wird häufig erst beim Erreichen einer definierten Verschleißgrenze reagiert. Für die Beurteilung der Prozesslage ist jedoch der Trend entscheidend. Wenn ein Werkzeug nach 30 Teilen ein anderes Bild zeigt als in früheren Serien unter gleichen Bedingungen, liegt eine Verschiebung im System vor – auch wenn die Standzeit noch nicht ausgeschöpft ist.
Im 5-Minuten-Check bedeutet das: Das Werkzeug wird nicht nur auf Reststandzeit geprüft. Es wird gefragt, ob sein Verschleißverlauf zur bekannten Prozesshistorie passt. Ist der Abtrag gleichmäßig? Entspricht die Kontaktzone der erwarteten Belastung? Zeigen sich lokale Auffälligkeiten?
Ausschuss entsteht selten dadurch, dass eine Schneide exakt an ihrer Verschleißgrenze versagt. Er entsteht, wenn ein veränderter Belastungszustand nicht erkannt wird und das Werkzeug in einem Bereich arbeitet, für den es nicht mehr ausgelegt ist. Der Verschleiß ist dabei kein Symptom, sondern ein Frühindikator.
Dynamik im System: Geräusch, Schwingung, Leistungsaufnahme
Ein Zerspanprozess ist kein statischer Vorgang. Er ist eine kontinuierliche Kraftübertragung zwischen Werkzeug und Werkstück, eingebettet in die Struktur der Maschine. Diese Kraftübertragung verändert sich nicht sprunghaft, sondern schrittweise. Genau deshalb lässt sich eine belastete Prozesslage früh erkennen – wenn die dynamischen Signale ernst genommen werden.
Geräusch ist dabei kein Nebeneffekt, sondern ein akustischer Ausdruck mechanischer Vorgänge. Ein stabiler Prozess erzeugt ein gleichmäßiges Klangbild. Drehzahl, Vorschub und Eingriffsverhältnisse führen zu einer reproduzierbaren Schwingungssignatur. Verändert sich diese Signatur, liegt eine Veränderung im Kraftverlauf vor.
Periodische Anteile im Schnittgeräusch, leichte Resonanzerscheinungen oder ein „härter“ wirkender Lauf deuten auf steigende Schnittkräfte oder veränderte Steifigkeitsverhältnisse hin. Diese Veränderungen führen nicht sofort zu Maßabweichungen. Sie erhöhen jedoch die dynamische Belastung von Werkzeugaufnahme, Spindel und Spannsystem.
Ein weiterer Indikator ist die Leistungsaufnahme der Antriebe. Steigt die Spindellast unter unveränderten Schnittdaten, verändert sich der Energieeintrag in das System. Diese Veränderung kann aus erhöhtem Verschleiß, veränderter Reibung oder einer minimalen geometrischen Verschiebung resultieren.
Im 5-Minuten-Check werden diese Signale nicht isoliert betrachtet, sondern im Zusammenhang. Wenn das Werkzeugbild eine erhöhte Belastung zeigt, das Geräusch unruhiger wird und gleichzeitig die Leistungsanzeige leicht ansteigt, liegt keine Einzelbeobachtung vor. Es liegt eine konsistente Verschiebung im System vor.
Dynamik ersetzt keine Messung. Sie zeigt jedoch an, ob die mechanische Situation noch dem vorgesehenen Zustand entspricht. Wer nur auf das Maß schaut, bewertet das Ergebnis. Wer die Dynamik einbezieht, bewertet die Entstehung des Ergebnisses. Und genau dort entscheidet sich, ob der Prozess morgen noch trägt.
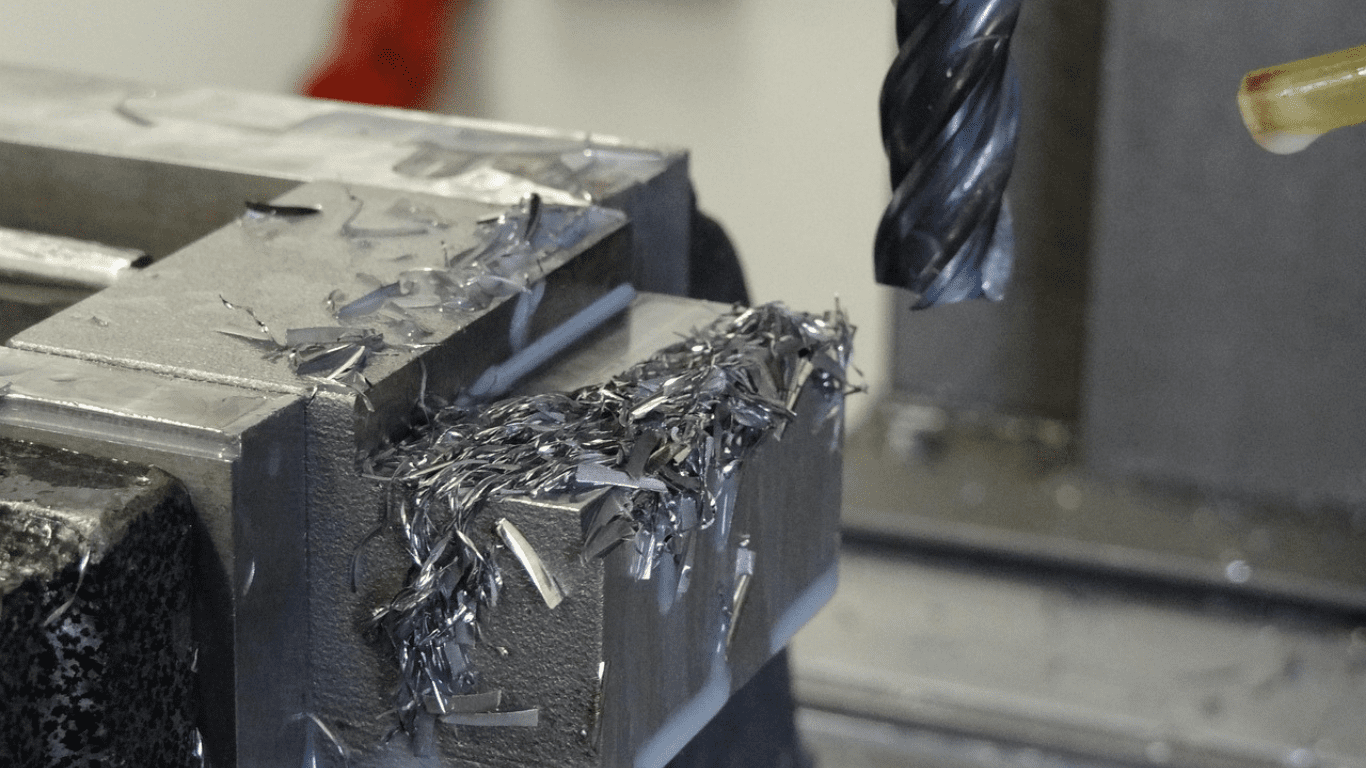
Spanbildung als Energie- und Stabilitätsindikator des Prozesses
Die Spanbildung ist der sichtbarste Ausdruck des aktuellen Energiezustands im Eingriff. Während das Maß das Ergebnis eines abgeschlossenen Bearbeitungsvorgangs darstellt, entsteht der Span im Moment maximaler mechanischer und thermischer Belastung. Er zeigt nicht nur, dass Material abgetragen wurde, sondern wie dieser Abtrag unter realen Systembedingungen stattfindet.
Die Form des Spans ergibt sich aus Geometrie, Werkstoff, Schnittdaten und tatsächlicher Systemsteifigkeit. Diese vier Faktoren wirken gleichzeitig. Wird einer davon verschoben, verändert sich die Spanbildung unmittelbar – auch dann, wenn das Maß noch innerhalb der Toleranz liegt.
Ein stabiler Prozess erzeugt Späne innerhalb eines definierten Fensters. Dieses Fenster ist erfahrungsbasiert bekannt: typische Krümmung, erwartete Segmentierung, reproduzierbare Bruchlänge, konstante Farbgebung. Entscheidend ist nicht die exakte Identität jedes einzelnen Spans, sondern die Wiedererkennbarkeit des Musters.
Verändert sich dieses Muster ohne bewusste Anpassung von Schnittdaten oder Werkzeug, liegt eine systemische Verschiebung vor. Längere, weniger gebrochene Späne können darauf hinweisen, dass sich der effektive Spanwinkel verändert hat – etwa durch zunehmenden Freiflächenverschleiß oder minimale Relativbewegungen im Spannsystem. Dunklere Verfärbungen deuten auf steigende Temperatur im Scherbereich hin. Diese Temperaturerhöhung ist oft das Resultat wachsender Reibung oder erhöhter Schnittkraft.
Besonders kritisch sind instationäre Spanbilder: wechselnde Längen, unregelmäßige Segmentierung oder variierende Bruchstellen. Solche Erscheinungen weisen auf dynamische Kraftschwankungen hin. Diese entstehen nicht isoliert, sondern im Zusammenspiel von Werkzeugverschleiß, Maschinendynamik und Bauteilsteifigkeit.
Im Alltag wird Spanbildung häufig nur unter dem Gesichtspunkt der Spanabfuhr betrachtet. Solange sich keine Späne wickeln oder stauen, gilt sie als unproblematisch. Für die Beurteilung der Prozesslage ist jedoch entscheidend, ob der Energieeintrag reproduzierbar bleibt.
Ein Prozess mit ausreichender Reserve zeigt auch bei kleineren Schwankungen ein stabiles Spanbild. Ein Prozess nahe seiner Belastungsgrenze reagiert empfindlicher. Bereits geringe Veränderungen führen zu sichtbaren Abweichungen.
Im 5-Minuten-Check bedeutet das: Die Späne werden nicht als Nebenprodukt betrachtet, sondern als Diagnoseinstrument. Wenn sich ihr Charakter verändert hat, ohne dass bewusst eingegriffen wurde, ist das ein Hinweis darauf, dass die mechanische Stabilität nicht mehr im ursprünglichen Bereich liegt.
Ausschuss beginnt selten mit einem Maßsprung.
Er beginnt mit einer veränderten Energieverteilung im Eingriff.
Korrekturverhalten als Stabilitätsindikator
Korrekturen sind kein Fehler. Sie sind Bestandteil eines realen Prozesses. Entscheidend ist nicht, dass korrigiert wird, sondern wie sich Korrekturen über die Serie hinweg verhalten.
Ein tragfähiger Prozess benötigt gelegentliche Anpassungen, die sich aus berechenbarem Verschleiß ergeben. Diese Anpassungen folgen einem bekannten Muster. Die Maßlage driftet langsam in eine Richtung, wird einmalig korrigiert und bleibt anschließend wieder stabil.
Problematisch wird es, wenn Korrekturen strukturell auftreten. Mehrere kleine Eingriffe über einen begrenzten Zeitraum deuten darauf hin, dass das System nicht mehr selbsttragend arbeitet. Die Maßlage wird aktiv geführt, nicht mehr passiv gehalten.
Dabei ist die Größe der einzelnen Korrektur zweitrangig. Entscheidend ist die Frequenz und die Richtung. Wiederholte Korrekturen in gleicher Richtung zeigen einen stetigen Belastungsanstieg. Wechselnde Korrekturrichtungen ohne erkennbare Ursache deuten auf dynamische Instabilität hin.
Ein weiterer Hinweis ist die Verkürzung der Intervalle zwischen den Eingriffen. Wenn früher 40 Teile ohne Anpassung gefertigt wurden und nun nach 15 Teilen nachgestellt werden muss, hat sich die Prozessreserve reduziert – selbst wenn das Maß formal noch innerhalb der Spezifikation liegt.
Im 5-Minuten-Check wird daher nicht nur der aktuelle Offset betrachtet, sondern dessen Verlauf. Gibt es ein klares Driftmuster? Wurden heute ungewöhnlich viele Eingriffe notwendig? Haben sich Korrekturen gehäuft, obwohl Parameter unverändert sind?
Korrekturen verschleiern häufig die eigentliche Prozesslage. Solange nachgestellt wird, bleibt das Maß stabil. Die mechanische Belastung steigt jedoch weiter an. Wenn dieser Zustand übersehen wird, entsteht Ausschuss nicht aus einem plötzlichen Versagen, sondern aus einer schrittweisen Überforderung des Systems.
Korrekturverhalten ist deshalb kein reines Qualitätsmerkmal.
Es ist ein Indikator für die verbleibende Tragfähigkeit.
Oberflächenbild als Rückmeldung über die Kraftverteilung
Die Oberfläche eines Bauteils entsteht im direkten Kontakt zwischen Schneide und Werkstoff. Sie ist keine optische Nebenerscheinung, sondern das Ergebnis der real wirkenden Kräfte im Eingriff. Während Maßwerte die Position des Werkzeugs im Raum beschreiben, zeigt die Oberfläche, wie stabil diese Position während der Bearbeitung gehalten wurde.
Ein stabiler Prozess erzeugt eine reproduzierbare Struktur. Vorschubmarken verlaufen gleichmäßig, die Lichtreflexion wirkt ruhig, Übergänge zwischen Zustellungen sind klar definiert. Auch bei sichtbarer Rauheit ist entscheidend, dass sie dem bekannten Muster entspricht.
Verändert sich dieses Muster, ohne dass Schnittdaten angepasst wurden, liegt eine Verschiebung in der Kraftverteilung vor. Feine periodische Wellen können auf beginnende Schwingungsanteile hinweisen. Lokale Glanzunterschiede deuten auf wechselnde Reibbedingungen oder auf eine instationäre Spanbildung hin. Ein unruhiger Verlauf entlang der Bearbeitungsrichtung kann mit minimalen Relativbewegungen zwischen Werkstück und Spannmittel zusammenhängen.
Solche Veränderungen werden häufig toleriert, solange das Maß stimmt und die Rauheitsvorgabe eingehalten wird. Für die Beurteilung der Prozesslage reicht diese Betrachtung nicht aus. Eine Oberfläche kann innerhalb der Spezifikation liegen und dennoch anzeigen, dass das System an Steifigkeit verloren hat.
Im 5-Minuten-Check wird daher nicht nur gemessen, sondern bewusst betrachtet. Die Frage lautet nicht, ob die Oberfläche akzeptabel ist, sondern ob sie dem bekannten stabilen Zustand entspricht. Wenn sie eine neue Charakteristik zeigt, ist das ein Hinweis auf veränderte Belastung.
Die Oberfläche reagiert oft sensibler als das Maß. Sie zeigt Abweichungen im Kraftverlauf, bevor diese groß genug sind, um die Maßlage sichtbar zu verschieben. Wer diese Rückmeldung ignoriert, erkennt die Instabilität erst dann, wenn sie messbar wird.
Eine ruhige Oberfläche bedeutet nicht automatisch Stabilität.
Eine veränderte Oberfläche bedeutet jedoch immer eine veränderte Kraftsituation.
Spannzustand und Referenzlage als Grundlage der Wiederholbarkeit
Die Wiederholbarkeit eines Maßes setzt voraus, dass das Werkstück im Raum jedes Mal in derselben Lage fixiert ist. Diese Lage wird nicht durch das Programm bestimmt, sondern durch die reale Spann- und Referenzsituation. Solange diese unverändert bleibt, kann die Maschine ihre Position reproduzierbar anfahren. Verschiebt sich die Grundlage, bleibt das Koordinatensystem formal gleich – das Bauteil liegt jedoch anders im Raum.
Spannmittel unterliegen selbst einer Belastung. Mit steigender Schnittkraft erhöht sich die Reaktionskraft im Spannsystem. Kontaktflächen setzen sich, Spannbacken verschleißen, Auflagen können minimal plastisch reagieren. Diese Veränderungen sind oft so gering, dass sie im Alltag nicht auffallen. Sie wirken jedoch direkt auf die Lage des Werkstücks.
Ein stabiler Prozess zeigt reproduzierbare Kontaktbilder. Druckstellen liegen an denselben Positionen, Anlageflächen bleiben gleichmäßig. Wenn sich diese Muster verändern, ist das kein kosmetisches Detail. Es zeigt, dass sich die Kraftübertragung im System verschoben hat.
Auch Referenzflächen sind kritisch. Späne, feine Grate oder minimaler Verschmutzungsfilm verändern die effektive Auflagehöhe. Die Maschine fährt weiterhin auf dieselben Koordinaten, das Werkstück befindet sich jedoch in einer leicht veränderten Ausgangsposition. Solange die Prozessreserve groß genug ist, wird diese Abweichung kompensiert. Wenn mehrere Einflussgrößen gleichzeitig wirken, reicht diese Reserve nicht mehr aus.
Im 5-Minuten-Check bedeutet das: Spannung wird nicht nur auf „hält“ oder „hält nicht“ geprüft. Es wird bewertet, ob sie sich gegenüber dem bekannten Zustand verändert hat. Haben sich Kontaktbilder verschoben? Sind Spannflächen blank poliert, wo zuvor gleichmäßige Abdrücke sichtbar waren? Gibt es Hinweise auf Mikrobewegung?
Wiederholbarkeit ist keine Eigenschaft der Maschine allein.
Sie entsteht aus der Stabilität der gesamten mechanischen Grundlage.
Temperaturverlauf und thermische Lage des Systems
Jede Zerspanung erzeugt Wärme. Ein Teil dieser Energie wird über den Span abgeführt, ein Teil verbleibt im Werkzeug, im Werkstück und in der Maschine. Die thermische Lage des Systems ist deshalb kein konstanter Zustand, sondern ein Verlauf über Zeit. Solange dieser Verlauf reproduzierbar ist, bleibt auch die Maßlage berechenbar.
Kritisch wird es, wenn sich dieser Verlauf verändert.
Eine Maschine, die morgens kalt startet, besitzt andere geometrische Verhältnisse als nach mehreren Stunden unter Last. Spindel, Führungen, Werkzeugaufnahme und Werkstück dehnen sich aus. Diese Ausdehnung bewegt sich im Mikrometerbereich, wirkt jedoch über die gesamte Bearbeitungslänge. Wenn die Erwärmung gleichmäßig erfolgt, entsteht eine bekannte Maßdrift, die einkalkuliert ist.
Problematisch sind ungleichmäßige oder unterbrochene Temperaturverläufe. Häufige Stopps, lange Pausen oder wechselnde Belastungszustände führen zu thermischen Spannungen im System. Das Maß reagiert dann nicht linear, sondern in Sprüngen. Ein Wiederanlauf nach kurzer Unterbrechung kann zu einer anderen Ausgangslage führen als ein kontinuierlicher Lauf.
Im 5-Minuten-Check wird deshalb nicht nur der aktuelle Messwert betrachtet, sondern dessen zeitliche Entwicklung. Hat sich die Maßdrift im Vergleich zu früheren Serien verändert? Reagiert der Prozess nach Unterbrechungen empfindlicher? Ist die Aufwärmphase länger als üblich?
Auch die Leistungsaufnahme liefert Hinweise. Steigende Antriebswerte bei unveränderten Schnittdaten können auf erhöhte Reibung oder auf thermisch bedingte Geometrieänderungen hinweisen.
Temperatur ist kein externer Einfluss, der zufällig wirkt. Sie ist integraler Bestandteil des Systems. Wenn sich ihr Verlauf verändert, verändert sich die geometrische Ausgangslage der Bearbeitung.
Ein Prozess, der thermisch beherrscht ist, zeigt einen stabilen, wiederholbaren Verlauf.
Ein Prozess ohne thermische Reserve reagiert empfindlich auf Zeit und Unterbrechung.
Messwerte im Kontext statt als Einzelbefund
Messwerte vermitteln Sicherheit. Ein Maß innerhalb der Toleranz gilt als objektiver Nachweis für Ordnung. Diese Betrachtung ist formal korrekt, aber technisch unvollständig. Ein einzelner Messwert beschreibt nur einen Zustand zu einem bestimmten Zeitpunkt. Er sagt nichts über die Entwicklung dorthin oder über die Belastung, unter der er entstanden ist.
Für die Beurteilung der Prozesslage ist entscheidend, ob Messwerte im Kontext gelesen werden. Bewegen sich die Werte ruhig um einen stabilen Mittelpunkt oder nähern sie sich systematisch einer Grenze? Verkürzt sich der Abstand zwischen Eingriff und Korrektur? Werden Grenzbereiche häufiger erreicht als zuvor?
Eine typische Fehlinterpretation besteht darin, enge Streuung mit Stabilität gleichzusetzen. Eine geringe Streuung kann auch dann vorliegen, wenn der Prozess nahe einer mechanischen Grenze betrieben wird und permanent nachgeregelt wird. In diesem Fall ist das Ergebnis stabilisiert, nicht stabil.
Ebenso kritisch ist die isolierte Betrachtung von Stichproben. Einzelne gute Teile sind kein Beweis für Tragfähigkeit. Entscheidend ist die Trendrichtung. Ein schleichender Drift, der über mehrere Messungen hinweg erkennbar ist, deutet auf eine Veränderung im System hin, selbst wenn die Toleranz noch nicht verletzt wurde.
Im 5-Minuten-Check wird daher nicht nur gemessen, sondern bewertet. Wie verhält sich das Maß über Zeit? Gibt es systematische Verschiebungen? Wurde heute häufiger an der Toleranzgrenze gemessen als üblich? Haben sich Streuungsbreiten verändert?
Messwerte sind notwendig, aber sie sind rückblickend. Sie dokumentieren, was bereits geschehen ist. Die Frage ist, ob sie ein stabiles System abbilden oder ein System, das nur noch innerhalb der Spezifikation gehalten wird.
Ein Prozess kippt nicht, weil ein Messwert schlecht ist.
Er kippt, wenn der Kontext der Messwerte eine schwindende Reserve zeigt.
Typische Fehlinterpretationen in der Praxis
Instabile Prozesse werden selten deshalb übersehen, weil keine Hinweise vorhanden sind. Sie werden übersehen, weil Hinweise falsch eingeordnet werden. Die Bewertung erfolgt häufig aus der Perspektive des Ergebnisses, nicht aus der Perspektive des Systems.
Ein verbreiteter Denkfehler ist die Gleichsetzung von Toleranzeinhaltung mit Prozessbeherrschung. Solange kein Ausschuss entsteht, gilt der Prozess als stabil. Diese Sichtweise blendet aus, dass Stabilität eine Eigenschaft unter Störung ist. Ein Prozess ist erst dann beherrscht, wenn er auch bei leichten Veränderungen reproduzierbar bleibt.
Ein weiterer Fehler ist die isolierte Ursachenbetrachtung. Wenn Verschleiß steigt, wird das Werkzeug gewechselt. Wenn Maß driftet, wird korrigiert. Wenn Schwingungen auftreten, wird die Zustellung reduziert. Jede Maßnahme für sich kann kurzfristig wirken. Ohne Betrachtung der Gesamtbelastung bleibt jedoch unklar, ob das System grundsätzlich überfordert ist.
Auch Zeitdruck beeinflusst die Bewertung. Wenn Termine eingehalten werden müssen, wird ein belasteter Prozess häufig bewusst weitergeführt. Solange das Maß stimmt, erscheint diese Entscheidung vertretbar. Die Reserve wird dabei weiter reduziert. Der Ausschuss entsteht dann oft in einer Phase, in der mehrere kleine Belastungen zusammentreffen.
Ein weiterer Fehlansatz ist die Trennung von Bedienung und Verantwortung. Die Prozesslage wird als Aufgabe der Qualitätssicherung oder der Arbeitsvorbereitung betrachtet. Tatsächlich entsteht Stabilität im Zusammenspiel aller Beteiligten. Wenn Signale aus dem Betrieb nicht ernst genommen werden, weil sie nicht unmittelbar messbar sind, geht Wissen verloren.
Im 5-Minuten-Check geht es deshalb nicht um Alarmismus. Es geht darum, Hinweise nicht zu relativieren. Wenn mehrere Indikatoren gleichzeitig auf Belastung hindeuten, reicht es nicht aus, einzelne Symptome zu korrigieren. Dann muss die grundsätzliche Tragfähigkeit bewertet werden.
Fehlinterpretationen entstehen nicht aus Unwissen.
Sie entstehen aus verkürzter Bewertung.
5-Minuten-Bewertung der Prozesslage
Wenn mindestens zwei der folgenden Beobachtungen gleichzeitig auftreten, arbeitet der Prozess ohne nennenswerte Reserve:
- beschleunigter oder untypischer Verschleißverlauf
- steigende Korrekturfrequenz
- verändertes Spanbild ohne Parameteränderung
- unruhigere Oberfläche bei gleicher Rauheitsvorgabe
- erhöhte Leistungsaufnahme oder verändertes Geräuschbild
In diesem Zustand ist das Maß möglicherweise noch korrekt.
Die Tragfähigkeit ist jedoch reduziert.
Der 5-Minuten-Check: Bewertung der Prozesslage vor Schichtende
Der 5-Minuten-Check ist keine zusätzliche Tätigkeit neben der Produktion. Er ist eine systematische Verdichtung dessen, was im Verlauf der Schicht bereits sichtbar war. Entscheidend ist nicht, ob jedes einzelne Signal unauffällig erscheint, sondern ob die Gesamtlage tragfähig ist.
Am Ende einer Schicht sollte die Frage nicht lauten: „Sind alle Teile in Ordnung?“
Sie sollte lauten: „Kann dieser Prozess morgen ohne strukturelle Änderung in derselben Lage weiterlaufen?“
Diese Bewertung stützt sich auf die zuvor betrachteten Indikatoren: Verschleißverlauf, Dynamik, Spanbild, Oberflächenstruktur, Korrekturverhalten, Spannzustand, thermische Entwicklung und Messwerttrend. Kein einzelner Punkt entscheidet. Relevant ist das Zusammenwirken.
Ein Prozess gilt als tragfähig, wenn die beobachteten Merkmale dem bekannten stabilen Zustand entsprechen und keine beschleunigten Trends erkennbar sind. Er gilt als belastet, wenn mehrere Indikatoren in eine Richtung zeigen, auch wenn das Maß noch innerhalb der Toleranz liegt. Er ist kritisch, wenn Abweichungen in unterschiedlichen Systembereichen gleichzeitig auftreten und die Korrekturfrequenz steigt.
TRAGFÄHIG
- Stabiler Prozess
- Maße innerhalb der Toleranz
- Normaler Verschleiß
⬇️
Weiterproduzieren
BELASTET
- Schnittgeräusch ändert sich
- Maße wandern an die Grenze
- Spanfarbe wird dunkler
⬇️
Prozess beobachten & Werkzeug prüfen.
KRITISCH
- Vibrationen (Rattern)
- Ausschuss-gefahr!
- Werkzeugbruch droht
⬇️
STOPP! Korrektur einleiten.
Diese Einordnung ersetzt keine Ursachenanalyse. Sie schafft Entscheidungsfähigkeit. Wenn die Lage als belastet oder kritisch bewertet wird, muss nicht zwangsläufig sofort eingegriffen werden. Es muss jedoch bewusst entschieden werden, ob mit reduzierter Reserve weitergearbeitet wird.
Ausschuss entsteht selten überraschend.
Er entsteht, wenn eine belastete Prozesslage als normal interpretiert wird.
Der 5-Minuten-Check trennt zwischen formaler Korrektheit und technischer Tragfähigkeit.
Diese Trennung ist keine Theorie. Sie ist Voraussetzung für verlässliche Produktion.
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.