Toleranzen vs. Funktion: Warum Präzision oft unnötig Geld verbrennt
Inhalt
Wenn Genauigkeit wichtiger wirkt als Funktion
Toleranzen vs. Funktion: In technischen Zeichnungen finden sich immer wieder Toleranzen im Bereich von ±0,002 mm oder enger. Solche Werte stehen dort nicht zufällig. Sie sind konstruktiv festgelegt, freigegeben und verbindlich. Für die Fertigung bedeutet das: Dieses Maß ist einzuhalten, unabhängig davon, wie aufwendig es ist. Die Frage, ob diese Genauigkeit für die Funktion des Bauteils tatsächlich erforderlich ist, wird selten noch einmal gestellt.
In der Praxis zeigt sich jedoch regelmäßig, dass Bauteile mit deutlich größeren Maßabweichungen ihre Aufgabe problemlos erfüllen. Lageraufnahmen, Passungen, Zentrierungen oder Planflächen werden auf wenige Mikrometer genau gefertigt, obwohl die spätere Baugruppe eine deutlich höhere Gesamttoleranz besitzt. Das einzelne Maß wird extrem präzise gehalten, während die Funktion des Systems durch andere Einflussgrößen bestimmt wird: Montagebedingungen, Temperatur, Materialelastizität, Verschleiß oder Spiel in angrenzenden Komponenten.
Die Festlegung sehr enger Toleranzen entsteht häufig aus einer konstruktiven Logik heraus. Zeichnungen werden idealtypisch erstellt, oft ohne direkten Bezug zur späteren Fertigungsrealität. Eine geringe Maßabweichung wird als Qualitätsmerkmal verstanden. Präzision gilt als grundsätzlich positiv. Was dabei nicht immer berücksichtigt wird, ist der Unterschied zwischen geometrischer Genauigkeit und funktionaler Notwendigkeit. Ein Bauteil kann formal perfekt sein und dennoch keinen zusätzlichen Nutzen bringen, wenn die Funktion keine mikrometergenaue Lage erfordert.
Für die Fertigung hat diese Genauigkeit unmittelbare Folgen. Eine Toleranz von ±0,002 mm verschiebt die Bearbeitung in einen Bereich, in dem Maschinensteifigkeit, Temperaturführung, Werkzeugzustand und Messstrategie kritisch werden. Der Aufwand steigt exponentiell mit abnehmender Toleranzbreite. Gleichzeitig bleibt oft unklar, ob dieser Aufwand in einem realen Funktionsgewinn resultiert.
Bevor man über Wirtschaftlichkeit oder internationale Fertigungsunterschiede spricht, muss daher zunächst geklärt werden: Wann ist eine enge Toleranz technisch begründet – und wann ist sie lediglich Ausdruck eines Planungsdenkens, das Genauigkeit mit Qualität gleichsetzt?
Der Unterschied zwischen Maßanforderung und Funktionsanforderung
Ein Maß auf der Zeichnung ist zunächst eine geometrische Vorgabe. Es definiert eine zulässige Abweichung von einer idealen Form. Eine Funktionsanforderung hingegen beschreibt, was das Bauteil im späteren Einsatz leisten muss: führen, dichten, zentrieren, übertragen, lagern oder positionieren. Diese beiden Ebenen sind nicht automatisch identisch.
In vielen Fällen werden Maße sehr eng toleriert, obwohl die Funktion deutlich größere Abweichungen zulässt. Ein typisches Beispiel sind Passungen, bei denen die tatsächliche Funktion durch Spiel oder Klemmung innerhalb eines Bereichs bestimmt wird. Die entscheidende Größe ist dann nicht die absolute Maßgenauigkeit, sondern das resultierende Funktionsverhalten im Verbund mit dem Gegenstück. Wird ein einzelnes Maß extrem genau gefertigt, während das Gegenstück größere Toleranzen besitzt, verschiebt sich die Verantwortung einseitig in die Fertigung – ohne dass die Baugruppe insgesamt präziser wird.
Hinzu kommt, dass sich Bauteile im Betrieb verändern. Temperatur, Belastung, Schmierung und Verschleiß wirken auf die Geometrie ein. Eine Differenz von wenigen Mikrometern, die im Neuzustand exakt eingehalten wird, kann sich unter Last relativieren. Die Funktionsanforderung orientiert sich daher an realen Betriebsbedingungen, nicht am idealisierten Messzustand im klimatisierten Raum.
In der Konstruktion werden Toleranzen oft aus Sicherheitsdenken enger gewählt. Die Annahme lautet: Je kleiner die Abweichung, desto höher die Qualität. Diese Gleichsetzung übersieht, dass Qualität im technischen Sinn Funktionssicherheit bedeutet. Wenn eine Baugruppe mit ±0,05 mm genauso zuverlässig arbeitet wie mit ±0,002 mm, dann ist die engere Toleranz keine Qualitätssteigerung, sondern eine Verschärfung der Fertigungsanforderung.
Für die Fertigung entsteht daraus ein strukturelles Spannungsfeld. Maßanforderungen sind bindend, Funktionsanforderungen bleiben oft implizit. Wer an der Maschine steht, sieht nur die Zahl auf der Zeichnung. Ob diese Zahl funktional notwendig ist, wird selten transparent gemacht. Genau an dieser Stelle beginnt die Frage, ob Präzision tatsächlich erforderlich ist oder lediglich formal verlangt wird.
Der Aufwand hinter wenigen Mikrometern
Eine Toleranz von ±0,1 mm lässt sich in vielen Fällen mit robusten Einstellungen und normalem Werkzeugverschleiß beherrschen. Die Maschine arbeitet mit ausreichender Reserve, Temperaturänderungen wirken sich moderat aus, und Maßkorrekturen erfolgen in größeren Intervallen. Die Bearbeitung bleibt reproduzierbar, ohne dass jede Abweichung sofort kritisch wird. Die Situation verändert sich grundlegend, wenn die Toleranz auf ±0,01 mm oder sogar ±0,002 mm reduziert wird.
In diesem Bereich beginnt die Fertigung, sich stark an den physikalischen Grenzen zu bewegen. Maschinensteifigkeit wird zum entscheidenden Faktor. Kleinste elastische Verformungen unter Last beeinflussen das Maß. Thermische Längenänderungen von Spindel, Werkzeughalter oder Werkstück wirken direkt in die Toleranz hinein. Das Kühlwassergemisch muss stabil sein, sowohl in Konzentration als auch in Temperatur. Schon wenige Zehntelgrad Differenz können messbare Maßabweichungen erzeugen.
Auch das Werkzeugverhalten ändert sich. Flankenverschleiß im Bereich weniger Mikrometer führt bereits zu Maßdrift. Wendeplatten müssen früher gewechselt werden, obwohl sie optisch noch brauchbar erscheinen. Werkzeugkorrekturen werden häufiger notwendig. Der Bediener greift enger in den Prozess ein, weil das Toleranzfenster kaum Reserve bietet. Die Bearbeitungsgeschwindigkeit wird oft reduziert, um thermische und mechanische Einflüsse zu kontrollieren.
Parallel steigt der Prüfaufwand. Messmittel mit entsprechender Genauigkeit sind erforderlich. Klimatisierte Messräume, definierte Abkühlzeiten und engere Prüfintervalle werden notwendig. Die Messunsicherheit rückt näher an die Toleranzgrenze heran, was zusätzliche Absicherung verlangt. Der Aufwand verteilt sich nicht nur auf die Maschine, sondern auf die gesamte Umgebung.
Jeder Mikrometer weniger Toleranz bedeutet damit nicht nur eine präzisere Einstellung, sondern eine Kettenreaktion aus höherem Aufwand, engerer Überwachung und geringerer Reserve. Die Frage ist nicht, ob diese Genauigkeit technisch machbar ist. Sie ist es. Die entscheidende Frage lautet, ob der funktionale Nutzen diesen Aufwand rechtfertigt.
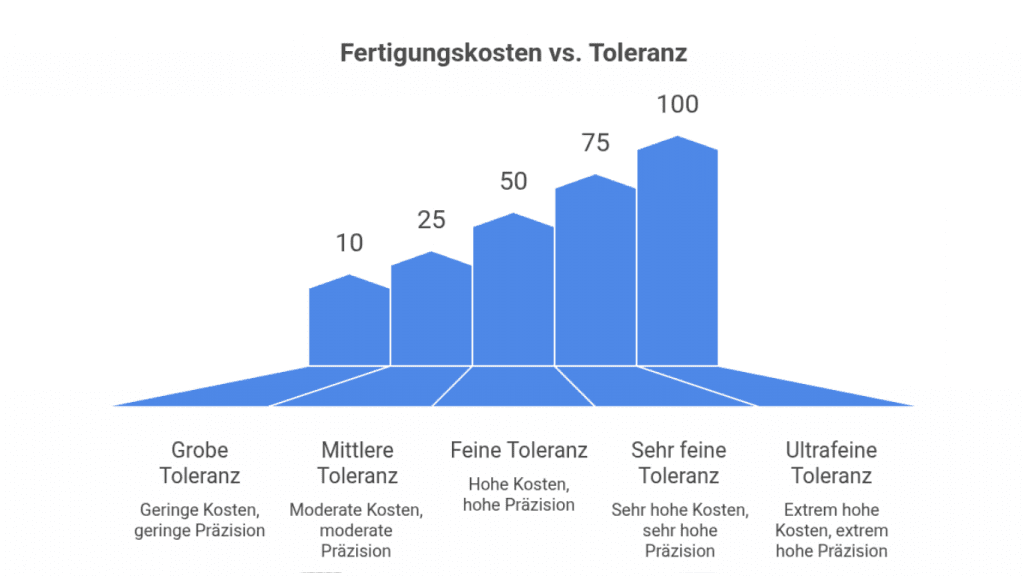
Wenn Präzision Kosten vervielfacht
Mit enger werdenden Toleranzen steigt der Aufwand nicht linear, sondern überproportional. Eine Reduzierung von ±0,1 mm auf ±0,05 mm bedeutet meist nur eine Anpassung der Bearbeitungsstrategie. Der Schritt von ±0,05 mm auf ±0,01 mm verändert jedoch bereits die gesamte Arbeitsweise. Im Bereich von ±0,002 mm wird aus normaler Fertigung hochkontrollierte Präzisionsbearbeitung. Die wirtschaftlichen Folgen sind deutlich.
Zunächst verlängern sich die Bearbeitungszeiten. Zustellungen werden reduziert, um thermische und mechanische Einflüsse zu minimieren. Schnittgeschwindigkeiten werden konservativer gewählt, um Werkzeugverschleiß berechenbar zu halten. Mehr Schlichtgänge oder Zwischenmessungen werden eingeplant. Jede dieser Maßnahmen erhöht die Stückzeit.
Gleichzeitig steigen die Werkzeugkosten. Schneiden werden früher gewechselt, um Maßdrift zu vermeiden. Hochwertigere Sorten oder beschichtete Werkzeuge werden eingesetzt, um reproduzierbares Verhalten zu sichern. Auch Halter und Spannmittel müssen steifer und genauer sein. Die Kosten verlagern sich nicht nur auf die Schneide, sondern auf das gesamte Werkzeugsystem.
Hinzu kommt der erhöhte Prüf- und Dokumentationsaufwand. Enge Toleranzen verlangen häufigere Messungen, detailliertere Protokolle und teilweise 100%-Kontrollen. Die Messmittel selbst müssen eine entsprechend geringe Unsicherheit aufweisen. Das bedeutet Investitionen in Messtechnik und in qualifiziertes Personal. Die reine Bearbeitung ist nur ein Teil der Gesamtkosten.
In vielen Fällen wird dieser Aufwand als selbstverständlich akzeptiert, weil die Zeichnung es verlangt. Die Wirtschaftlichkeitsbetrachtung endet bei der Einhaltung des Maßes. Was selten transparent gemacht wird, ist der Unterschied zwischen funktional notwendiger Genauigkeit und formal geforderter Genauigkeit. Wenn eine Toleranz enger gewählt wird, als es die Funktion erfordert, entsteht kein Mehrwert – sondern eine Kostensteigerung ohne zusätzlichen Nutzen.
Die entscheidende Frage ist daher nicht, ob enge Toleranzen technisch möglich sind, sondern ob sie wirtschaftlich und funktional begründet sind. Nur dort, wo Präzision eine reale Funktionsanforderung erfüllt, rechtfertigt sie den vervielfachten Aufwand.
Beispiel: Was ±0,002 mm praktisch bedeutet
Nehmen wir eine zylindrische Passfläche Ø50 mm.
Variante A: Toleranz ±0,002 mm
Variante B: Toleranz ±0,02 mm
Die Funktion der Baugruppe bleibt in beiden Fällen unverändert zulässig.
Technische Auswirkungen in der Fertigung:
- Bei ±0,002 mm muss das Maß nahe am Zentrum gehalten werden.
Werkzeugverschleiß im Bereich weniger Mikrometer führt bereits zu Korrekturbedarf.
Zwischenmessungen werden verdichtet.
Schneiden werden vorzeitig gewechselt.
Die Bearbeitungsgeschwindigkeit wird reduziert, um thermische Einflüsse zu minimieren. - Bei ±0,02 mm kann die natürliche Streuung des Verfahrens genutzt werden.
Werkzeugwechsel erfolgen nach Standzeit, nicht nach Mikrometergrenze.
Korrekturen werden seltener.
Die Bearbeitung bleibt robuster gegenüber Temperatur- und Verschleißeinflüssen.
Der Unterschied liegt nicht im fertigen Bauteil, sondern im Aufwand pro Teil.
Je enger die Toleranz, desto stärker verschiebt sich die Fertigung vom stabilen Arbeiten hin zur permanenten Überwachung.
Internationale Fertigung und unterschiedliche Toleranzkulturen
In internationalen Lieferketten zeigt sich ein bemerkenswerter Unterschied im Umgang mit Toleranzen. Während in vielen europäischen Betrieben sehr enge Maßvorgaben selbstverständlich akzeptiert werden, arbeiten andere Regionen pragmatischer mit funktionalen Anforderungen. Bauteile werden dort so genau gefertigt, wie es für die Funktion notwendig ist – nicht darüber hinaus. Das Ergebnis sind Produkte, die zuverlässig funktionieren, obwohl die Einzelmaße größere Streuungen aufweisen.
Dieser Unterschied ist weniger eine Frage technischer Fähigkeit als eine Frage der Priorität. Moderne Maschinen in China, Osteuropa oder Südostasien sind technisch durchaus in der Lage, enge Toleranzen zu halten. Der entscheidende Punkt ist, dass dort häufiger hinterfragt wird, ob diese Genauigkeit tatsächlich erforderlich ist. Wenn eine Baugruppe mit ±0,05 mm einwandfrei arbeitet, wird selten auf ±0,005 mm verschärft, nur um formale Perfektion zu erreichen.
In vielen europäischen Entwicklungsabteilungen hingegen wird Präzision als Qualitätsmerkmal verstanden. Engere Toleranzen werden als Sicherheitsreserve eingeplant. Die Fertigung trägt anschließend die Last dieser Entscheidung. Der zusätzliche Aufwand wird akzeptiert, weil Genauigkeit mit Wertigkeit gleichgesetzt wird. Dabei wird oft übersehen, dass auch große Serienprodukte aus Asien zuverlässig funktionieren, obwohl ihre Einzelteile messtechnisch weniger exakt erscheinen.
Der Vergleich darf nicht als Pauschalurteil verstanden werden. Auch in Europa werden funktional durchdachte Toleranzen vergeben, und auch in China existieren hochpräzise Fertigungen. Entscheidend ist die Grundhaltung: Wird eine Toleranz aus funktionaler Notwendigkeit definiert oder aus einem idealisierten Präzisionsanspruch?
Wenn Bauteile mit größeren Maßabweichungen zuverlässig ihren Zweck erfüllen, zeigt das nicht geringere Qualität, sondern eine andere Gewichtung zwischen Funktion und Aufwand. Die Frage lautet daher nicht, wer präziser fertigt, sondern wer Präzision dort einsetzt, wo sie tatsächlich benötigt wird.
Wann enge Toleranzen technisch zwingend sind
Nicht jede enge Toleranz ist überzogen. Es gibt Anwendungen, bei denen geringe Abweichungen unmittelbar die Funktion beeinflussen. In solchen Fällen ist Präzision kein Selbstzweck, sondern konstruktiv notwendig. Entscheidend ist, ob die Toleranz direkt in eine physikalische Wirkgröße eingreift.
Ein klassisches Beispiel sind hochbelastete Lagerpassungen. Hier bestimmt das Übermaß oder Spiel die Tragfähigkeit, die Temperaturentwicklung und die Lebensdauer. Zu großes Spiel führt zu Laufgeräuschen und Verschleiß, zu starkes Übermaß erzeugt Spannungen und Erwärmung. In solchen Fällen wirken wenige Mikrometer direkt auf die Funktion. Die Toleranz ist kein kosmetischer Wert, sondern Teil der Auslegung.
Ähnlich verhält es sich bei Dichtflächen oder hydraulischen Steuerkanten. Der Spalt beeinflusst den Volumenstrom, die Leckage oder das Ansprechverhalten. Eine Veränderung um wenige Tausendstel kann messbare Auswirkungen haben. Auch bei hochdrehenden Komponenten, etwa in Spindeln oder Turbinen, wirken geringe Unrundheiten oder Maßabweichungen unmittelbar auf Schwingungsverhalten und Laufqualität.
In diesen Fällen ist die enge Toleranz begründet, weil sie Teil einer funktionalen Berechnung ist. Die Konstruktion hat eine physikalische Beziehung zwischen Maß und Verhalten definiert. Die Fertigung arbeitet dann nicht auf formale Perfektion hin, sondern erfüllt eine konkrete Funktionsanforderung.
Der Unterschied zu überzogenen Toleranzen liegt in der Nachvollziehbarkeit. Wenn klar ist, welche Funktion durch welches Maß beeinflusst wird, ist der erhöhte Aufwand technisch gerechtfertigt. Fehlt dieser Zusammenhang, entsteht Präzision ohne messbaren Nutzen.
Die Frage lautet daher nicht, ob enge Toleranzen gut oder schlecht sind. Entscheidend ist, ob sie aus einer funktionalen Notwendigkeit entstehen oder aus einem allgemeinen Präzisionsanspruch. Nur im ersten Fall ist der zusätzliche Aufwand technisch begründet.
Wie funktionale Toleranzen sinnvoll festgelegt werden
Eine Toleranz ist dann technisch begründet, wenn sie aus einer Funktionskette abgeleitet wird. Das bedeutet, dass nicht das Einzelmaß isoliert betrachtet wird, sondern das Zusammenspiel aller beteiligten Komponenten. Maßabweichungen addieren sich, überlagern sich oder kompensieren sich. Erst wenn klar ist, welche Abweichung im Gesamtsystem zulässig ist, kann entschieden werden, wie eng ein einzelnes Maß tatsächlich sein muss.
In der Konstruktion existieren dafür etablierte Ansätze, etwa Toleranzkettenanalysen oder statistische Betrachtungen. Dabei wird nicht vom idealen Nennmaß ausgegangen, sondern von der zulässigen Funktionsabweichung. Wenn beispielsweise ein Gesamtabstand in einer Baugruppe um ±0,2 mm variieren darf, muss nicht jedes Einzelmaß im Bereich weniger Mikrometer liegen. Entscheidend ist, wie sich die Streuungen kombinieren.
Hinzu kommt die Frage nach der realen Prozessfähigkeit. Ein Fertigungsverfahren besitzt eine typische Streuung, die sich statistisch beschreiben lässt. Wird eine Toleranz enger gewählt als die natürliche Prozessstreuung, entsteht permanenter Korrektur- und Prüfaufwand. Eine funktional hergeleitete Toleranz berücksichtigt daher sowohl die erforderliche Genauigkeit als auch die realistisch erreichbare Streuung.
Ein weiterer Aspekt ist die Temperatur- und Belastungssituation im Betrieb. Maße verändern sich unter Last. Wird eine Passung im kalten Zustand mit minimalem Spiel gefertigt, kann sie im warmen Zustand zu stramm werden. Funktionale Toleranzfestlegung bedeutet daher, den späteren Einsatzfall mitzudenken und nicht nur den Messzustand im Prüfraum.
Wenn Toleranzen aus dieser Perspektive definiert werden, entsteht ein anderes Bild. Präzision wird nicht pauschal maximiert, sondern gezielt dort eingesetzt, wo sie eine physikalische Wirkung hat. In allen anderen Bereichen kann Spielraum zugelassen werden, ohne die Funktion zu gefährden. Genau hier entscheidet sich, ob Genauigkeit konstruktiv notwendig ist oder lediglich formal gefordert wird.
Statistische Streuung und der reale Fertigungsbereich
Kein Fertigungsverfahren erzeugt identische Teile. Jedes Maß unterliegt einer Streuung, die aus Werkzeugverschleiß, Temperatur, Maschinenverhalten und Werkstoffunterschieden entsteht. Diese Streuung lässt sich statistisch beschreiben. Entscheidend ist nicht, ob ein einzelnes Teil exakt im Nennmaß liegt, sondern wie sich die Gesamtheit der gefertigten Teile innerhalb des Toleranzfeldes verteilt.
In der Praxis wird häufig nur geprüft, ob ein Maß innerhalb der vorgegebenen Grenzen liegt. Ob der Prozess stabil im Zentrum der Toleranz arbeitet oder permanent an einer Grenze, bleibt dabei unbeachtet. Wird eine sehr enge Toleranz gefordert, die nahe an der natürlichen Streuung des Verfahrens liegt, entsteht ein dauerhafter Regel- und Korrekturaufwand. Werkzeugkorrekturen erfolgen häufiger, Standzeiten werden verkürzt, und der Bediener greift regelmäßig ein, um das Maß im Fenster zu halten.
Wird die Toleranz hingegen so gewählt, dass sie deutlich größer ist als die typische Streuung, arbeitet das Verfahren mit Reserve. Maßabweichungen bleiben innerhalb des Fensters, ohne dass jede Veränderung sofort kompensiert werden muss. Das reduziert Eingriffe und erhöht die Reproduzierbarkeit. Die tatsächliche Qualität der Funktion ändert sich dabei nicht, sofern die größere Toleranz funktional zulässig ist.
Ein zentrales Kriterium ist daher die Beziehung zwischen Toleranzbreite und Prozessstreuung. Ist die Toleranz deutlich kleiner als die natürliche Streuung, wird das Einhalten zur permanenten Herausforderung. Ist sie deutlich größer, entsteht Spielraum. Dieser Spielraum bedeutet nicht geringere Qualität, sondern geringeren Aufwand bei gleichbleibender Funktion.
Die Entscheidung über eine Toleranz sollte daher nicht isoliert vom Fertigungsverhalten getroffen werden. Eine funktional ausreichende und prozessgerechte Toleranz führt zu stabiler Fertigung. Eine unnötig enge Vorgabe zwingt das Verfahren in einen Bereich, in dem Präzision permanent erkämpft werden muss.
Wo Präzision endet und Wirtschaft beginnt
Wenn eine Toleranz enger gewählt wird, als es die Funktion verlangt, entsteht kein zusätzlicher technischer Nutzen. Was entsteht, ist Aufwand. Dieser Aufwand verteilt sich über die gesamte Fertigungskette: längere Bearbeitungszeiten, frühere Werkzeugwechsel, höhere Anforderungen an Maschinenzustand und Umgebung, engere Prüfintervalle, höhere Ausschussgefahr bei kleinsten Abweichungen. Die Maßvorgabe wird eingehalten, aber der Preis dafür steigt.
Die wirtschaftliche Dimension wird oft erst sichtbar, wenn man Alternativen betrachtet. Wird ein Maß von ±0,002 mm auf ±0,02 mm erweitert und bleibt die Funktion unverändert, verändern sich Bearbeitungsstrategie und Überwachung grundlegend. Zustellungen können robuster gewählt werden, Korrekturen werden seltener, Werkzeuge erreichen ihre geplante Standzeit. Die Prüfdichte sinkt, weil die Wahrscheinlichkeit einer Grenzverletzung geringer wird. Die Fertigung arbeitet mit Reserve statt unter permanenter Kontrolle.
In internationalen Vergleichen zeigt sich, dass Produkte mit weniger extremen Toleranzen häufig genauso zuverlässig funktionieren. Der Unterschied liegt nicht in der Qualität der Bauteile, sondern im Verhältnis von Aufwand zu Nutzen. Präzision wird dort eingesetzt, wo sie notwendig ist, nicht dort, wo sie lediglich möglich ist.
Für Konstruktion und Fertigung bedeutet das eine gemeinsame Verantwortung. Toleranzen sollten aus der Funktion abgeleitet und mit dem realen Fertigungsverhalten abgestimmt werden. Wo Präzision zwingend erforderlich ist, muss sie konsequent umgesetzt werden. Wo sie keinen zusätzlichen Funktionsgewinn bringt, sollte sie nicht aus Gewohnheit oder Idealdenken verschärft werden.
Genauigkeit ist ein technisches Mittel, kein Selbstzweck. Ihr Wert entsteht erst durch die Funktion, die sie absichert. Dort, wo dieser Zusammenhang fehlt, wird Präzision zu Kosten – ohne dass das Produkt besser wird.
Verantwortung zwischen Konstruktion und Fertigung
Toleranzen entstehen nicht an der Maschine. Sie entstehen am Bildschirm. Sie werden konstruktiv festgelegt, freigegeben und anschließend verbindlich umgesetzt. Die Fertigung kann sie einhalten oder nicht. Ob sie sinnvoll sind, wird in diesem Moment meist nicht mehr hinterfragt. Genau hier liegt die eigentliche Schnittstelle.
Wenn eine Zeichnung ±0,002 mm fordert, ist das für die Fertigung kein Diskussionspunkt, sondern eine Vorgabe. Die Maschine wird darauf eingestellt, das Werkzeugverhalten wird beobachtet, die Umgebung wird stabilisiert. Der Aufwand wird getragen, weil das Maß eingehalten werden muss. Ob die Funktion tatsächlich diese Genauigkeit benötigt, bleibt häufig unklar, weil die Funktionsbegründung nicht Teil der Zeichnung ist.
Eine reife Zusammenarbeit beginnt dort, wo diese Begründung transparent wird. Wenn klar ist, welche Funktion hinter einer engen Toleranz steht, lässt sich der Aufwand technisch nachvollziehen. Wenn keine klare Funktionsbeziehung existiert, entsteht Raum für Rückfragen. Nicht im Sinne von Widerstand, sondern im Sinne technischer Klärung.
Fertigung und Konstruktion verfolgen dasselbe Ziel: ein Bauteil, das zuverlässig funktioniert und wirtschaftlich hergestellt werden kann. Dieses Ziel wird nicht durch maximal mögliche Präzision erreicht, sondern durch angemessene Präzision. Zwischen „so genau wie möglich“ und „so genau wie nötig“ liegt ein entscheidender Unterschied.
Toleranzen sind kein Ausdruck von Qualität an sich. Sie sind Werkzeuge zur Funktionsabsicherung. Werden sie enger gewählt, als es die Funktion verlangt, verschiebt sich die Verantwortung einseitig in die Fertigung. Werden sie funktional begründet festgelegt, entsteht ein Gleichgewicht zwischen technischer Notwendigkeit und wirtschaftlicher Umsetzung.
Präzision ist wertvoll, wenn sie eine Aufgabe erfüllt. Sie ist überzogen, wenn sie nur ein Ideal abbildet. Die Entscheidung darüber liegt nicht bei der Maschine, sondern bei der Festlegung des Maßes.
Was passiert, wenn man Toleranzen bewusst hinterfragt
In vielen Betrieben werden Toleranzen als gegeben betrachtet. Sie stehen auf der Zeichnung und werden umgesetzt. Eine bewusste Überprüfung findet selten statt, solange keine offensichtlichen Probleme auftreten. Dabei liegt genau hier ein erhebliches Potenzial – nicht für Vereinfachung um jeden Preis, sondern für technische Klarheit.
Wenn eine enge Toleranz hinterfragt wird, bedeutet das nicht, sie pauschal zu lockern. Es bedeutet, ihre funktionale Wirkung zu prüfen. Welche Eigenschaft des Bauteils wird durch dieses Maß beeinflusst? Welche Abweichung würde die Funktion tatsächlich stören? Und wie groß ist der reale Sicherheitsabstand zwischen funktionaler Grenze und vorgegebener Toleranz?
Oft zeigt sich dabei, dass die Toleranz historisch entstanden ist. Sie wurde aus einem früheren Projekt übernommen, aus Sicherheitsdenken enger gefasst oder nie systematisch überprüft. Wird die Funktionsanforderung neu bewertet, ergibt sich nicht selten ein größerer zulässiger Bereich. Dieser Bereich bedeutet nicht geringere Qualität, sondern eine realistische Abstimmung zwischen Konstruktion und Fertigung.
Die Wirkung ist unmittelbar spürbar. Fertigungsprozesse arbeiten mit größerer Reserve. Werkzeugstandzeiten stabilisieren sich. Prüfaufwand und Korrektureingriffe nehmen ab. Die Wirtschaftlichkeit verbessert sich, ohne dass die Funktion leidet. Gleichzeitig entsteht eine technische Transparenz darüber, warum bestimmte Maße eng und andere großzügiger definiert sind.
Das Hinterfragen von Toleranzen ist daher keine Schwächung technischer Standards, sondern eine Präzisierung ihrer Begründung. Wo Präzision notwendig ist, bleibt sie bestehen. Wo sie keinen funktionalen Mehrwert erzeugt, kann sie angepasst werden. Das Ergebnis ist kein Verlust an Genauigkeit, sondern eine bessere Zuordnung zwischen Maß und Funktion.
Damit schließt sich der Kreis: Präzision ist kein Selbstzweck. Ihr Wert entsteht durch ihre Wirkung im Bauteil. Nur wenn diese Wirkung klar benannt ist, ist die gewählte Toleranz technisch und wirtschaftlich gerechtfertigt.
Zwischen technischer Machbarkeit und technischer Notwendigkeit
Moderne Maschinen sind in der Lage, extreme Genauigkeiten zu erreichen. Positioniergenauigkeiten im Mikrometerbereich, temperaturkompensierte Achsen, hochauflösende Wegmesssysteme und stabile Spindeln vermitteln den Eindruck, dass enge Toleranzen jederzeit realisierbar sind. Technisch ist das häufig korrekt. Die entscheidende Frage lautet jedoch nicht, was machbar ist, sondern was erforderlich ist.
Technische Machbarkeit beschreibt die Grenze des Systems. Technische Notwendigkeit beschreibt die Grenze der Funktion. Zwischen beiden liegt ein Bereich, in dem Präzision zwar erreichbar, aber nicht zwingend erforderlich ist. Wenn dieser Unterschied nicht klar gezogen wird, entsteht eine schleichende Verschiebung: Was möglich ist, wird als selbstverständlich betrachtet.
In der Fertigung führt das zu einer Gewöhnung an hohe Genauigkeitsanforderungen. Der zusätzliche Aufwand wird als normal akzeptiert. Maschinen werden ständig nachgeregelt, Werkzeuge vorsorglich gewechselt, Messungen verdichtet. Die Organisation passt sich an, ohne dass die ursprüngliche Notwendigkeit noch geprüft wird. Präzision wird zur Routine – nicht zur gezielten Maßnahme.
Eine bewusste Trennung von Machbarkeit und Notwendigkeit schafft Klarheit. Wenn ein Maß nur deshalb extrem eng toleriert wird, weil die Maschine es kann, fehlt die funktionale Begründung. Wird hingegen eine enge Toleranz aufgrund einer klar definierten Funktionsabhängigkeit gefordert, ist der erhöhte Aufwand gerechtfertigt.
Für eine verantwortungsvolle technische Planung bedeutet das: Die Fähigkeit zur Präzision darf nicht automatisch zur Forderung nach Präzision führen. Jede Toleranz sollte die Funktion absichern – nicht die Leistungsfähigkeit der Maschine demonstrieren.
Am Ende entscheidet nicht die erreichbare Genauigkeit über die Qualität eines Produkts, sondern die Passung zwischen Maß und Funktion. Wo diese Passung stimmt, entsteht technische Effizienz. Wo sie fehlt, wird Präzision zu einem Selbstzweck – mit entsprechendem Aufwand, aber ohne zusätzlichen Nutzen.
Das Video fasst die wichtigsten Punkte dieses Artikels zusammen:
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.