Wo in der Zerspanung täglich Geld verloren geht – Versteckte Kosten in der Zerspanung aufdecken
Inhalt
Versteckte Kosten in der Zerspanung: Maschinenlaufzeit ist selten das eigentliche Problem
In vielen Betrieben wird über Kosten in der Zerspanung gesprochen, als entstünden sie hauptsächlich während des Schneidens. Betrachtet werden Schnittwerte, Werkzeugstandzeiten oder Bearbeitungszeiten pro Teil. Die Aufmerksamkeit liegt auf der Zeit, in der die Maschine Material abträgt. Genau dort scheint der größte Hebel zu liegen.
In der Praxis zeigt sich jedoch häufig ein anderes Bild. Die eigentlichen Verluste entstehen nicht während der Bearbeitung, sondern in den Zeiten davor und danach. Eine Maschine kann technisch hochleistungsfähig sein und trotzdem einen großen Teil ihrer möglichen Produktivität verlieren, ohne dass dies im Alltag sofort auffällt. Der Grund liegt darin, dass viele dieser Verluste nicht als Störung wahrgenommen werden, sondern als normaler Ablauf des Arbeitstages.
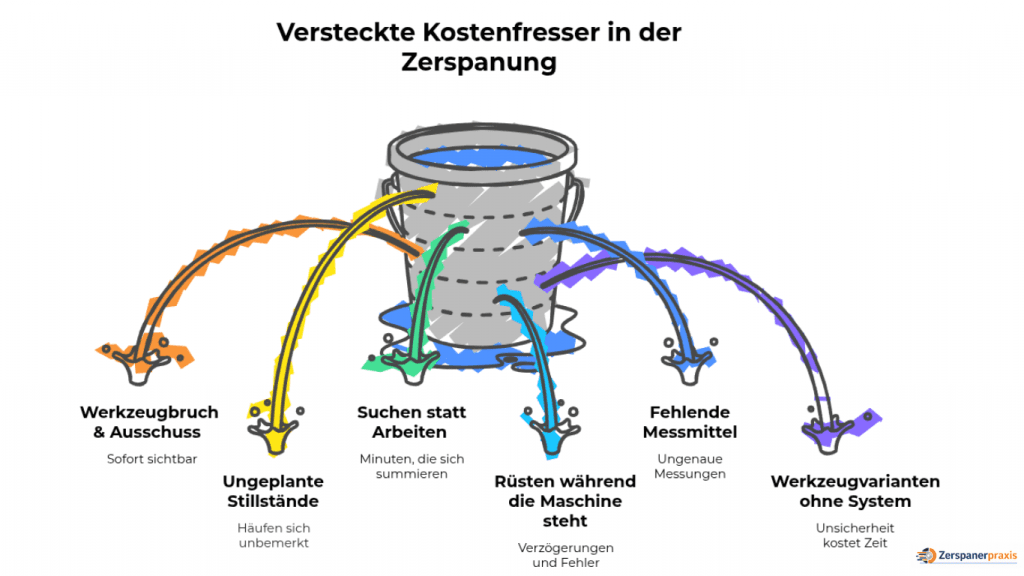
Typische Beispiele sind Suchzeiten nach Werkzeugen, unvollständige Werkzeugvorbereitung oder fehlende Messmittel. Jede dieser Situationen kostet zunächst nur wenige Minuten. Im Tagesverlauf summieren sich diese Minuten jedoch zu erheblichen Zeitverlusten. Weil sie verteilt auftreten und selten als einzelnes Ereignis sichtbar werden, verschwinden sie in der Routine.
Für die Wirtschaftlichkeit einer Fertigung ist jedoch nicht nur entscheidend, wie schnell eine Maschine schneiden kann, sondern wie viel Zeit sie tatsächlich mit Schneiden verbringt. Jede Minute, in der eine Maschine wartet, vorbereitet wird oder ungeplant stillsteht, verändert dieses Verhältnis.
Deshalb beginnt die Betrachtung von Kosten in der Zerspanung selten bei den Schnittdaten. Sie beginnt bei der Frage, wie stabil und vorbereitet der Ablauf rund um die Maschine organisiert ist.
Stillstand entsteht selten plötzlich
Wenn eine Maschine stehen bleibt, wird der Grund meist sofort gesucht. Das Programm wird überprüft, das Werkzeug betrachtet, der Werkstoff hinterfragt. Stillstand wirkt wie ein plötzliches Ereignis, das eine klare Ursache haben muss. In vielen Fällen ist diese Ursache jedoch nicht der Moment selbst, sondern eine Entwicklung, die bereits vorher begonnen hat.
In der Praxis zeigt sich häufig, dass Maschinen nicht deshalb stehen, weil ein einzelner Fehler auftritt. Sie stehen, weil mehrere kleine Unklarheiten zusammenkommen. Ein Werkzeug ist nicht vorbereitet, eine Schneide fehlt, das Messmittel liegt nicht an seinem Platz oder ein Spannmittel muss erst gesucht werden. Jede dieser Situationen ist für sich genommen klein. Zusammengenommen führen sie dazu, dass eine Maschine nicht weiterarbeiten kann.
Diese Art von Stillstand wird selten als Problem des Systems erkannt. Er erscheint als normale Unterbrechung im Arbeitsablauf. Die Zeit vergeht mit kurzen Tätigkeiten: Werkzeug holen, Schneide wechseln, Nullpunkt prüfen, Messung wiederholen. Nichts davon wirkt dramatisch. Dennoch verliert die Maschine in dieser Phase genau das, was sie wirtschaftlich macht: kontinuierliche Bearbeitungszeit.
Der entscheidende Punkt ist, dass diese Verluste kaum dokumentiert werden. Während Ausschuss oder Werkzeugbruch sofort sichtbar sind, bleibt der tägliche Zeitverlust durch kleine Unterbrechungen meist unbemerkt. Er taucht weder im Programm noch im Messprotokoll auf.
Damit entsteht eine paradoxe Situation. Die Maschine arbeitet technisch korrekt, das Programm funktioniert, die Qualität stimmt. Und trotzdem liegt ein Teil der wirtschaftlichen Leistung nicht in der Maschine selbst, sondern im Ablauf um sie herum.
Werkzeugorganisation entscheidet über Maschinenzeit
In vielen Fertigungen wird Werkzeug als Verbrauchsmittel betrachtet. Schneiden werden gewechselt, Bohrer ersetzt, Halter angepasst. Die Aufmerksamkeit liegt auf Verschleiß und Standzeit. Weniger Beachtung findet die Frage, wie Werkzeuge im Alltag organisiert sind und wie schnell sie tatsächlich verfügbar sind, wenn sie gebraucht werden.
An der Maschine zeigt sich dieser Unterschied sehr deutlich. Wenn ein Werkzeug vorbereitet ist, dauert ein Wechsel oft nur wenige Minuten. Der Halter liegt bereit, die Schneiden sind montiert, der Einstellwert ist bekannt. Der Ablauf ist klar. Die Maschine steht kurz, danach läuft sie weiter.
In vielen Betrieben sieht die Situation jedoch anders aus. Der Halter ist zwar vorhanden, aber die passende Schneide fehlt. Oder der Halter liegt an einem anderen Arbeitsplatz. Vielleicht ist er auch im Einsatz an einer anderen Maschine. Der Wechsel beginnt dann nicht mit dem Austausch, sondern mit der Suche. Werkzeugschränke werden geöffnet, Lagerplätze überprüft, Kollegen gefragt.
Diese Minuten wirken im Moment unspektakulär. Sie gehören scheinbar zum normalen Ablauf. In der Summe verändern sie jedoch die effektive Laufzeit einer Maschine erheblich. Je häufiger Werkzeuge gesucht oder erst vorbereitet werden müssen, desto größer wird der Anteil der Zeit, in der keine Bearbeitung stattfindet.
Werkzeugorganisation ist deshalb weniger eine Frage der Ordnung als eine Frage der Verfügbarkeit. Wenn Werkzeuge eindeutig zugeordnet und vorbereitet sind, wird der Wechsel zur Routine. Wenn sie unklar verteilt oder unvollständig sind, wird jeder Wechsel zu einer kleinen Unterbrechung im Ablauf der Fertigung.
Werkzeugvorbereitung beginnt vor dem Maschinenstillstand
In vielen Fertigungen beginnt Werkzeugarbeit erst dann, wenn die Maschine bereits steht. Die Schneide wird gewechselt, der Halter wird neu eingestellt, das Werkzeug wird vermessen. Technisch ist dieser Ablauf korrekt. Organisatorisch bedeutet er jedoch, dass wertvolle Maschinenzeit mit Tätigkeiten gefüllt wird, die auch außerhalb der Bearbeitung stattfinden könnten.
Der Unterschied wird besonders deutlich, wenn mehrere Werkzeuge in einer Serie regelmäßig gewechselt werden müssen. Wenn jedes Werkzeug erst vorbereitet wird, nachdem die Maschine gestoppt hat, verschiebt sich ein Teil der Arbeitszeit direkt in die Stillstandsphase. Die Maschine wartet, während die Vorbereitung beginnt.
In der Praxis zeigt sich, dass viele dieser Arbeiten vorher erledigt werden könnten. Ein vorbereiteter Werkzeughalter, eine montierte Schneide oder ein bereits vermessenes Ersatzwerkzeug verändern den Ablauf spürbar. Der Wechsel reduziert sich auf wenige Handgriffe. Die Maschine steht kurz und kann danach weiterlaufen.
Der entscheidende Punkt ist dabei nicht Geschwindigkeit, sondern Reihenfolge. Wenn Vorbereitung und Maschinenstillstand zusammenfallen, wird jede Vorbereitung automatisch zur verlorenen Maschinenzeit. Wenn sie vorher erfolgt, verschwindet dieser Verlust aus der Laufzeit der Maschine.
Viele Betriebe betrachten Werkzeugwechsel deshalb hauptsächlich als technischen Vorgang. Tatsächlich ist er zu einem großen Teil ein organisatorischer Ablauf. Die Frage ist nicht nur, wie schnell ein Werkzeug gewechselt werden kann, sondern wann die Vorbereitung dafür stattfindet.
Rüsten ist selten nur ein Maschinenvorgang
Rüsten wird in vielen Betrieben als Moment betrachtet, in dem die Maschine steht und eine neue Aufgabe vorbereitet wird. Spannmittel werden gewechselt, Werkzeuge eingesetzt, Programme geladen. Dieser Vorgang gehört selbstverständlich zum Ablauf jeder Fertigung. Dennoch entscheidet die Art des Rüstens oft darüber, wie viel Zeit tatsächlich verloren geht.
In der Praxis wird Rüsten häufig erst begonnen, wenn die vorherige Serie abgeschlossen ist. Die Maschine stoppt, danach beginnt die Vorbereitung für den nächsten Auftrag. Spannmittel werden gesucht, Werkzeuge zusammengestellt, Programme überprüft. Während dieser Zeit bleibt die Maschine vollständig unproduktiv.
Der eigentliche Verlust entsteht dabei nicht durch das Rüsten selbst, sondern durch den Zeitpunkt, an dem es stattfindet. Viele der notwendigen Tätigkeiten könnten bereits vorbereitet sein, während die Maschine noch produziert. Spannmittel könnten bereitliegen, Werkzeuge montiert sein, Programme geprüft. Wenn diese Vorbereitung fehlt, verschiebt sich ein Teil der Arbeitsorganisation direkt in die Stillstandszeit der Maschine.
Rüsten ist deshalb weniger ein technischer Vorgang als eine Frage der Ablaufstruktur. In Betrieben mit klar vorbereiteten Arbeitsplätzen reduziert sich die Stillstandszeit deutlich. In anderen Fertigungen wird ein Teil der Maschinenzeit regelmäßig für Tätigkeiten genutzt, die auch außerhalb der Bearbeitung stattfinden könnten.
Der Unterschied liegt nicht in der Komplexität der Maschine, sondern in der Vorbereitung der Arbeit, die um sie herum organisiert ist.
Wo Maschinenzeit im Alltag verloren geht
In vielen Fertigungen entsteht Maschinenstillstand nicht durch technische Probleme, sondern durch kurze organisatorische Unterbrechungen.
Typische Situationen im Alltag:
- Werkzeuge müssen zuerst gesucht oder komplettiert werden
- Schneiden sind nicht vorbereitet
- Spannmittel werden erst nach Maschinenstillstand zusammengestellt
- Programme oder Einstellwerte sind nicht eindeutig verfügbar
- Messmittel liegen nicht am Arbeitsplatz
- Material oder Auftragsunterlagen fehlen
Jede dieser Situationen kostet nur wenige Minuten.
Über einen Arbeitstag hinweg entstehen daraus jedoch oft deutlich mehr Stillstandszeiten als durch technische Störungen.
Der wirtschaftliche Unterschied zwischen zwei Fertigungen liegt daher häufig weniger in der Maschine selbst als in der Vorbereitung der Arbeit um sie herum.
Variantenvielfalt im Werkzeugbestand
In vielen Werkzeugschränken zeigt sich ein Muster, das zunächst harmlos wirkt: mehrere Werkzeuge für dieselbe Aufgabe. Unterschiedliche Bohrer für ähnliche Durchmesser, verschiedene Halter für vergleichbare Operationen oder mehrere Schneidentypen für ähnliche Werkstoffe. Jede dieser Varianten hat meist eine nachvollziehbare Geschichte. Ein Werkzeug wurde für einen bestimmten Auftrag beschafft, ein anderes für einen Sonderfall.
Mit der Zeit entsteht daraus eine große Vielfalt an Lösungen für ähnliche Aufgaben. Technisch ist das selten ein Problem. Fast jedes dieser Werkzeuge kann die gewünschte Bearbeitung durchführen. Organisatorisch führt diese Vielfalt jedoch zu Unsicherheit.
Wenn mehrere Werkzeuge prinzipiell geeignet sind, stellt sich bei jeder neuen Bearbeitung die gleiche Frage: welches davon verwendet werden soll. In vielen Fällen wird diese Entscheidung spontan getroffen. Das Werkzeug wird gewählt, das gerade verfügbar ist oder das jemand aus Erfahrung bevorzugt.
Solche Entscheidungen wirken im Alltag unbedeutend. Sie führen jedoch dazu, dass Abläufe weniger vorhersehbar werden. Werkzeugkorrekturen unterscheiden sich, Standzeiten variieren, Ersatzschneiden liegen an unterschiedlichen Orten. Jede dieser kleinen Unterschiede erhöht den Aufwand im täglichen Betrieb.
Der wirtschaftliche Verlust entsteht nicht durch ein einzelnes Werkzeug, sondern durch die Summe der Varianten. Je mehr Alternativen für dieselbe Aufgabe existieren, desto häufiger entstehen kleine Unterbrechungen bei Vorbereitung, Wechsel und Organisation.
Kleine Werkzeugentscheidungen mit großer Wirkung
In der täglichen Fertigung werden viele Entscheidungen unmittelbar an der Maschine getroffen. Eine Schneide wird etwas früher gewechselt, ein Werkzeug etwas länger gefahren, eine Zustellung leicht angepasst. Solche Entscheidungen entstehen aus Erfahrung und sind ein fester Bestandteil praktischer Arbeit.
Die wirtschaftliche Wirkung dieser Entscheidungen bleibt jedoch oft unsichtbar. Ein Werkzeug, das vorsorglich zu früh gewechselt wird, verursacht zunächst nur wenige Minuten Aufwand. Ein Werkzeug, das zu lange im Eingriff bleibt, kann hingegen eine schlechte Oberfläche oder einen Maßfehler verursachen. Beide Situationen wirken einzeln betrachtet klein.
Über längere Serien hinweg verändert sich jedoch das Gesamtbild. Wenn Werkzeuge systematisch früher gewechselt werden als technisch notwendig, erhöht sich der Verbrauch an Schneiden und die Wechselhäufigkeit steigt. Wenn Werkzeuge dagegen regelmäßig bis an die Grenze gefahren werden, wächst das Risiko für Ausschuss oder ungeplante Unterbrechungen.
In vielen Betrieben entsteht dadurch ein schwankender Ablauf. Manche Werkzeuge werden sehr vorsichtig behandelt, andere deutlich länger genutzt. Die Maschine arbeitet technisch korrekt, aber der wirtschaftliche Rahmen bleibt schwer einschätzbar.
Die eigentliche Herausforderung liegt darin, dass diese Entscheidungen selten bewusst dokumentiert werden. Sie entstehen aus Erfahrung einzelner Bediener. Für die Maschine ist der Unterschied klein. Für Kosten und Stabilität der Fertigung kann er jedoch über viele Bauteile hinweg deutlich spürbar werden.
Messstrategie statt permanenter Kontrolle
Messungen gehören selbstverständlich zur Zerspanung. Maße müssen geprüft werden, Oberflächen bewertet, Passungen kontrolliert. In vielen Betrieben entsteht daraus jedoch ein Ablauf, bei dem sehr häufig gemessen wird, ohne dass klar ist, welchen Zweck jede einzelne Messung erfüllt.
In der Praxis zeigt sich, dass Messungen oft aus Vorsicht entstehen. Nach einer Korrektur wird erneut geprüft, nach wenigen Teilen noch einmal gemessen, später vielleicht ein weiteres Mal kontrolliert. Technisch ist dieses Verhalten nachvollziehbar. Niemand möchte ein Maß übersehen, das aus der Toleranz läuft.
Gleichzeitig bindet jede Messung Zeit. Das Bauteil wird entnommen, das Messmittel vorbereitet, das Ergebnis beurteilt. Während dieser Zeit produziert die Maschine kein weiteres Teil. Wenn Messungen sehr dicht hintereinander stattfinden, entsteht ein zusätzlicher Stillstand, der im Alltag kaum auffällt.
Der entscheidende Punkt liegt darin, dass Messungen dann sinnvoll sind, wenn sie eine Information liefern, die für den weiteren Prozess relevant ist. Wenn ein stabiler Prozess vorliegt und keine Veränderung erkennbar ist, bringt eine zusätzliche Messung selten neue Erkenntnisse.
Viele Fertigungen bewegen sich deshalb zwischen zwei Extremen: zu selten messen und Ausschuss riskieren oder sehr häufig messen und Zeit verlieren. Eine klare Messstrategie versucht, diesen Zusammenhang sichtbar zu machen. Sie fragt nicht nur, ob gemessen wird, sondern warum und in welchem Abstand die Messung tatsächlich notwendig ist.
Stabilität spart mehr Geld als Geschwindigkeit
Wenn über Produktivität gesprochen wird, richtet sich der Blick oft auf Bearbeitungszeiten. Höhere Vorschübe, größere Zustellungen oder kürzere Werkzeugwege scheinen der direkte Weg zu geringeren Kosten pro Teil zu sein. Diese Betrachtung ist technisch nachvollziehbar, greift jedoch häufig zu kurz.
In der Praxis zeigt sich, dass eine stabile Fertigung oft wirtschaftlicher ist als eine maximal schnelle. Ein Prozess, der ohne Unterbrechungen läuft, erreicht über längere Zeiträume eine deutlich höhere tatsächliche Maschinenlaufzeit als ein Prozess, der immer wieder angepasst werden muss.
Ein schneller Prozess reagiert häufig empfindlicher auf kleine Veränderungen. Werkzeugverschleiß, Temperaturunterschiede oder Materialschwankungen wirken sich stärker aus. Die Folge sind häufigere Korrekturen oder Messungen. Jede dieser Anpassungen kostet Zeit und unterbricht den Ablauf.
Ein stabiler Prozess arbeitet meist etwas konservativer. Schnittwerte sind so gewählt, dass sie über längere Zeit konstant funktionieren. Werkzeuge erreichen ihre geplante Standzeit, Messintervalle bleiben überschaubar, und die Maschine kann über viele Teile hinweg ohne Eingriff arbeiten.
Der wirtschaftliche Unterschied entsteht dabei nicht durch wenige Sekunden pro Bauteil, sondern durch die Kontinuität der Bearbeitung. Ein Prozess, der über Stunden ohne Unterbrechung läuft, nutzt die vorhandene Maschinenzeit deutlich besser als ein Prozess, der zwar schnell schneidet, aber regelmäßig angepasst werden muss.
Ordnung ist ein wirtschaftlicher Faktor
In vielen Werkstätten wird Ordnung als Frage der Disziplin betrachtet. Werkzeuge sollen an ihrem Platz liegen, Messmittel sauber abgelegt werden, Spannmittel eindeutig zugeordnet sein. Diese Regeln wirken zunächst wie organisatorische Details des Arbeitsalltags.
In der Praxis zeigt sich jedoch, dass Ordnung direkt mit Wirtschaftlichkeit zusammenhängt. Wenn Werkzeuge eindeutig zugeordnet sind, verkürzt sich die Zeit zwischen zwei Bearbeitungsschritten. Der nächste Halter liegt bereit, Schneiden sind vorhanden, und der Ablauf bleibt vorhersehbar. Die Maschine wartet nicht darauf, dass Arbeitsmittel gefunden werden.
Fehlt diese Struktur, entstehen kleine Unterbrechungen, die selten als Problem erkannt werden. Ein Werkzeug wird gesucht, ein Messmittel liegt an einem anderen Arbeitsplatz, ein Spannmittel ist nicht sofort auffindbar. Jede dieser Situationen kostet nur wenige Minuten. Im Verlauf eines Arbeitstages summieren sich diese Minuten jedoch zu einer spürbaren Reduzierung der tatsächlichen Maschinenlaufzeit.
Der wirtschaftliche Effekt liegt deshalb weniger in spektakulären Verbesserungen als in der Stabilität des täglichen Ablaufs. Eine klar organisierte Umgebung reduziert Unsicherheiten. Entscheidungen werden schneller getroffen, Wechsel erfolgen routiniert, und die Maschine kann kontinuierlicher arbeiten.
Ordnung wirkt damit nicht nur auf die Übersicht im Arbeitsbereich. Sie verändert auch die Zeitstruktur der Fertigung und damit die wirtschaftliche Nutzung der vorhandenen Maschinen.
Programme und Daten als unsichtbarer Kostenfaktor
In vielen Fertigungen wird viel Aufmerksamkeit auf Werkzeuge, Maschinen und Material gelegt. Weniger sichtbar ist der Umgang mit Programmen und technischen Daten. Dabei entscheidet gerade dieser Bereich häufig darüber, wie reibungslos ein Auftrag tatsächlich durch die Fertigung läuft.
Programme entstehen meist über Jahre hinweg. Sie werden angepasst, kopiert, erweitert oder für ähnliche Bauteile wiederverwendet. Mit der Zeit entstehen mehrere Versionen desselben Programms. Manche liegen auf der Steuerung, andere im Netzwerk oder auf einem lokalen Rechner. Für die Bearbeitung eines neuen Auftrags muss daher zunächst geklärt werden, welche Version tatsächlich verwendet werden soll.
In der Praxis führt diese Situation regelmäßig zu kleinen Unterbrechungen. Programme werden gesucht, Versionen verglichen oder kurzfristig angepasst. Der eigentliche Bearbeitungsprozess beginnt erst, wenn diese Fragen geklärt sind. Die Maschine steht in dieser Zeit nicht wegen eines technischen Problems, sondern wegen organisatorischer Unsicherheit.
Ähnlich verhält es sich mit Werkzeugdaten und Einstellwerten. Wenn diese Informationen nicht eindeutig dokumentiert sind, müssen sie an der Maschine erneut ermittelt werden. Werkzeuglängen werden geprüft, Korrekturwerte angepasst oder Nullpunkte neu gesetzt. Technisch ist das problemlos möglich, organisatorisch verlängert es jedoch jede Vorbereitung.
Der wirtschaftliche Effekt bleibt oft verborgen, weil diese Tätigkeiten als Teil der normalen Arbeit betrachtet werden. In der Summe verändern sie jedoch den Ablauf einer Fertigung deutlich. Je klarer Programme und technische Daten strukturiert sind, desto schneller kann ein Auftrag tatsächlich beginnen.
Materialfluss und Auftragsklarheit
Ein weiterer Bereich, in dem täglich Zeit verloren geht, liegt nicht direkt an der Maschine, sondern im Umgang mit Material und Aufträgen. In vielen Fertigungen ist der nächste Auftrag zwar bekannt, doch die praktische Vorbereitung bleibt unvollständig. Rohmaterial muss erst gesucht werden, eine Charge ist noch nicht bereitgestellt oder die zugehörigen Zeichnungen liegen nicht am Arbeitsplatz.
Für den Bediener entsteht daraus eine Situation, in der der eigentliche Arbeitsbeginn verzögert wird. Die Maschine ist technisch bereit, das Programm ist vorhanden, die Werkzeuge sind montiert – doch das Material fehlt oder die Auftragsunterlagen sind unklar. Die Arbeit beginnt deshalb nicht mit der Bearbeitung, sondern mit organisatorischen Tätigkeiten.
Solche Situationen entstehen selten aus Nachlässigkeit. Häufig sind sie die Folge eines Ablaufs, in dem viele kleine Schritte voneinander abhängig sind. Material wird angeliefert, geprüft, gekennzeichnet und schließlich bereitgestellt. Wenn einer dieser Schritte zeitlich verschoben ist, erreicht das Material die Maschine erst später als geplant.
Auch Auftragsinformationen spielen eine Rolle. Wenn Zeichnungen, Stückzahlen oder Änderungen nicht eindeutig kommuniziert werden, entsteht Unsicherheit. Der Bediener prüft noch einmal Maße, fragt nach Details oder wartet auf Rückmeldung. Während dieser Klärung bleibt die Maschine still, obwohl technisch alles vorbereitet ist.
Der wirtschaftliche Verlust liegt nicht in einem einzelnen Fehler, sondern in der Summe dieser kleinen Verzögerungen. Jede kurze Unterbrechung verschiebt den Beginn der Bearbeitung ein wenig nach hinten. Über viele Aufträge hinweg verändert sich dadurch die tatsächliche Auslastung der Maschine deutlich.
Kosten entstehen im Ablauf, nicht im Moment
Wenn über Wirtschaftlichkeit in der Zerspanung gesprochen wird, richtet sich der Blick häufig auf einzelne Entscheidungen. Schnittwerte werden optimiert, neue Werkzeuge getestet oder Bearbeitungszeiten verkürzt. Diese Maßnahmen können sinnvoll sein. Sie betreffen jedoch meist nur einen kleinen Teil des gesamten Ablaufs.
In der täglichen Fertigung entstehen viele Kosten nicht durch eine einzelne falsche Entscheidung, sondern durch die Summe kleiner Unklarheiten. Werkzeuge werden gesucht, Rüstvorgänge beginnen erst nach dem Stillstand der Maschine, Programme sind nicht eindeutig organisiert oder Material ist nicht rechtzeitig bereitgestellt. Jede dieser Situationen wirkt für sich genommen unbedeutend.
Über längere Zeiträume entsteht daraus jedoch ein deutlicher Unterschied in der tatsächlichen Maschinenlaufzeit. Zwei Maschinen mit identischer Technik können deshalb sehr unterschiedliche wirtschaftliche Ergebnisse erzielen. Der Unterschied liegt selten in der Leistungsfähigkeit der Maschine selbst, sondern im Ablauf der Arbeit um sie herum.
Die Zerspanung ist technisch hochentwickelt. Werkzeuge, Maschinen und Steuerungen erreichen heute eine Präzision, die vor wenigen Jahrzehnten kaum vorstellbar war. Gleichzeitig zeigt sich im Alltag, dass Wirtschaftlichkeit häufig an sehr einfachen Punkten entschieden wird: an Vorbereitung, Klarheit und Stabilität im Ablauf der Fertigung.
Kosten entstehen daher selten in einem einzelnen Moment. Sie entstehen im täglichen Ablauf – dort, wo kleine Unterbrechungen, Suchzeiten und Unklarheiten zusammenkommen. Eine stabile Organisation verändert diese Situation oft stärker als jede einzelne technische Optimierung.
Das Video fasst die wichtigsten Punkte dieses Artikels zusammen:
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.