Warum Prozesswissen wichtiger ist als Maschinenwissen
Inhalt
Warum Prozesswissen wichtiger ist als Maschinenwissen
Fertigungsrealität unter wechselnden Bedingungen
Prozesswissen vs Maschinenwissen ist im Fertigungsalltag kein theoretischer Gegensatz, sondern eine Erfahrung, die sich fast täglich zeigt. In vielen Betrieben stehen heute hochentwickelte Maschinen: präzise Achssysteme, leistungsfähige Spindeln, komplexe Steuerungen. Technisch betrachtet ist vieles möglich. Trotzdem laufen Prozesse nicht automatisch stabil. Ergebnisse schwanken, Standzeiten verändern sich, Nacharbeit entsteht.
Die Ursache liegt selten in fehlender Technik. Häufig liegt sie darin, dass Maschinenwissen überschätzt wird, während das Verständnis für Prozesszusammenhänge zu wenig Beachtung findet. Wer Verantwortung für Qualität, Termine oder Kosten trägt, begegnet diesem Widerspruch regelmäßig. Die Maschine funktioniert, doch der Prozess verhält sich unruhig.
Maschinen lassen sich relativ klar beschreiben. Datenblätter geben Spindelleistung, Steifigkeit oder Positioniergenauigkeit an. Diese Werte vermitteln Sicherheit, weil sie messbar sind. Prozesse dagegen bewegen sich in einem Geflecht aus Einflussgrößen: Werkzeugzustand, Werkstoffstreuung, Aufspannung, Wärmeentwicklung, Spanbildung. Keine dieser Größen wirkt isoliert. Jede Veränderung verschiebt das gesamte System.
Im Alltag entsteht deshalb leicht eine falsche Erwartung: Wenn die Maschine leistungsfähig ist, müsste auch der Prozess stabil sein. Die Realität zeigt jedoch, dass technische Leistungsfähigkeit nur eine Voraussetzung ist. Sie ersetzt kein Verständnis dafür, wie ein Eingriff tatsächlich funktioniert.
Wer länger mit Fertigung zu tun hat, erkennt diesen Unterschied irgendwann sehr deutlich. Eine moderne Maschine kann instabile Prozesse fahren, während eine ältere Anlage mit einem gut verstandenen Prozess erstaunlich ruhig läuft. Die Qualität entsteht nicht allein aus der Technik, sondern aus der Fähigkeit, die Wechselwirkungen innerhalb des Prozesses zu erkennen.
Genau an dieser Stelle beginnt der Unterschied zwischen Maschinenwissen und Prozessverständnis. Maschinenwissen beschreibt, was technisch möglich ist. Prozesswissen beschreibt, was unter realen Bedingungen zuverlässig funktioniert.
Maschinenwissen bleibt an der Oberfläche
Maschinenwissen beschreibt, wie eine Anlage aufgebaut ist und was sie leisten kann. Achskonzepte, Spindeldrehzahlen, Vorschubbereiche, Steuerungsfunktionen oder Messsysteme gehören zu diesem Bereich. Dieses Wissen ist notwendig. Ohne Verständnis für die Maschine lässt sich kein Bearbeitungsprozess aufsetzen. Dennoch bleibt Maschinenwissen in vielen Fällen an der Oberfläche des eigentlichen Geschehens.
Der Grund liegt darin, dass Maschinenwissen vor allem technische Möglichkeiten beschreibt. Es zeigt, was eine Maschine grundsätzlich leisten kann, nicht aber, wie sich ein realer Bearbeitungsprozess unter wechselnden Bedingungen verhält. Genau dort beginnt jedoch die eigentliche Herausforderung in der Fertigung.
In Schulungen, Datenblättern oder Bedienhandbüchern wirkt Technik oft eindeutig. Grenzwerte sind definiert, Funktionen klar beschrieben. Diese Struktur vermittelt den Eindruck von Kontrolle. In der Praxis zeigt sich jedoch schnell, dass ein Prozess empfindlich auf Einflüsse reagiert, die in keiner Maschinenbeschreibung auftauchen. Werkzeugzustand, Materialstreuung, Temperatur oder Aufspannung verändern das Verhalten des Eingriffs deutlich.
Die Maschine arbeitet dabei weiterhin korrekt. Sie bewegt Achsen exakt, hält Drehzahlen ein und reagiert präzise auf Programmbefehle. Trotzdem können Prozesse instabil werden. Maßabweichungen entstehen, Standzeiten verändern sich oder Oberflächen reagieren empfindlicher als erwartet.
Wer sich in solchen Situationen ausschließlich auf Maschinenparameter konzentriert, sucht die Ursache oft an der falschen Stelle. Technisch betrachtet funktioniert alles, und doch passt das Ergebnis nicht. Der Fehler liegt dann selten in der Maschine selbst, sondern in den Wechselwirkungen des Prozesses.
Maschinenwissen bleibt deshalb immer eine Beschreibung des Rahmens. Es definiert die Möglichkeiten, innerhalb derer sich ein Prozess bewegen kann. Prozesswissen hingegen beschäftigt sich mit dem Verhalten innerhalb dieses Rahmens. Es erklärt, warum ein scheinbar identischer Eingriff einmal ruhig läuft und ein anderes Mal empfindlich reagiert.
In der Praxis zeigt sich dieser Unterschied besonders deutlich bei Anpassungen. Wer nur Maschinenparameter betrachtet, verändert Zahlen. Wer den Prozess versteht, verändert Zusammenhänge. Genau diese Fähigkeit entscheidet darüber, ob ein Eingriff stabilisiert wird oder ob man beginnt, Symptome zu verwalten.
Der Prozess beginnt nicht im Programm
In vielen Betrieben gilt das NC-Programm noch immer als Zentrum des Bearbeitungsprozesses. Dort werden Schnittdaten festgelegt, Werkzeugwege definiert und Abläufe geplant. Programme lassen sich schnell anpassen, Parameter verändern sich mit wenigen Eingaben. Diese Arbeitsweise vermittelt den Eindruck, dass der Prozess in der Steuerung entsteht.
Tatsächlich beginnt der eigentliche Prozess jedoch erst an einer ganz anderen Stelle: dort, wo Werkzeug und Werkstück physisch aufeinandertreffen. Ab diesem Moment greifen mechanische und thermische Zusammenhänge, die sich nicht vollständig durch Programmierung kontrollieren lassen.
Beim Eingriff entstehen Schnittkräfte. Material wird plastisch verformt, Span bildet sich, Wärme verteilt sich im Werkzeug und im Werkstück. Gleichzeitig reagiert das Gesamtsystem aus Maschine, Werkzeughalter, Aufspannung und Bauteil auf diese Belastungen. Schon kleine Veränderungen können das Verhalten des Eingriffs beeinflussen.
Ein formal korrektes Programm garantiert deshalb noch keinen stabilen Prozess. Alle Zahlen können plausibel erscheinen, und dennoch reagiert der Eingriff empfindlich. Spanformen ändern sich, Verschleiß entwickelt sich schneller oder Schwingungen beginnen sich aufzubauen.
Genau hier zeigt sich der Unterschied zwischen einer programmierten Bewegung und einem realen Fertigungsprozess. Das Programm beschreibt den geplanten Ablauf. Der Prozess entsteht aus den physikalischen Wechselwirkungen während der Bearbeitung.
Wer diese Unterscheidung versteht, bewertet Programme anders. Sie sind kein Beweis für Prozessfähigkeit, sondern ein Werkzeug innerhalb eines größeren Systems. Ein Programm kann technisch sauber sein und trotzdem unter bestimmten Bedingungen instabil laufen.
In der Praxis bedeutet das, dass Änderungen am Programm nicht automatisch zu stabileren Prozessen führen. Häufig verschieben sie lediglich die Symptome. Erst wenn der Eingriff selbst verstanden wird – also Kräfte, Wärme, Spanbildung und Systemsteifigkeit zusammen betrachtet werden – lässt sich beurteilen, ob eine Anpassung wirklich sinnvoll ist.
Der Prozess beginnt deshalb nicht in der Steuerung. Er beginnt im Materialkontakt. Genau dort entscheidet sich, ob ein Eingriff tragfähig ist oder nur scheinbar funktioniert.
Denkverkürzungen im täglichen Umgang
Im Fertigungsalltag entsteht schnell der Wunsch nach einfachen Erklärungen. Wenn ein Prozess instabil läuft, sucht man nach einer klaren Ursache. Die Maschine sei zu weich, das Werkzeug ungeeignet, der Werkstoff schwierig. Solche Aussagen sind verständlich, weil sie Orientierung geben. In der Realität greifen sie jedoch meist zu kurz.
Zerspanungsprozesse reagieren selten auf nur einen einzelnen Einfluss. Viel häufiger wirken mehrere Faktoren gleichzeitig. Ein Werkzeug kann grundsätzlich geeignet sein und trotzdem Probleme verursachen, wenn Aufspannung oder Auskragung ungünstig sind. Eine stabile Maschine kann empfindlich reagieren, wenn sich Eingriffsverhältnisse verändern oder Kräfte in eine Richtung wirken, für die das System wenig Reserven besitzt.
Gerade Schnittdaten werden in diesem Zusammenhang oft isoliert betrachtet. Vorschub oder Schnittgeschwindigkeit lassen sich leicht verändern, weshalb sie schnell zur ersten Stellgröße werden. Ihre Wirkung zeigt sich jedoch immer nur im Zusammenspiel mit Maschine, Werkzeug, Werkstoff und Bauteilgeometrie. Wird dieser Zusammenhang ausgeblendet, entstehen Entscheidungen, die zwar logisch erscheinen, den Prozess aber nicht wirklich stabilisieren.
In der Praxis zeigt sich das häufig bei scheinbar kleinen Veränderungen. Eine längere Werkzeugauskragung bleibt zunächst unauffällig, bis sich Schwingungen aufbauen. Eine Aufspannung wirkt stabil, solange Eingriff und Belastung moderat bleiben. Erst wenn mehrere Faktoren zusammenkommen, kippt der Prozess.
Maschinenwissen verleitet in solchen Situationen dazu, einzelne Parameter isoliert zu betrachten. Prozessverständnis richtet den Blick dagegen auf Wechselwirkungen. Es akzeptiert, dass sich viele Effekte nicht monokausal erklären lassen.
Wer diese Zusammenhänge berücksichtigt, trifft Entscheidungen vorsichtiger und gezielter. Anpassungen erfolgen nicht mehr nur an einzelnen Zahlen, sondern an den Bedingungen, unter denen der Eingriff stattfindet. Genau diese Perspektive verhindert, dass Prozesse ständig nachgestellt werden müssen, ohne jemals wirklich zur Ruhe zu kommen.
Abhängigkeiten bestimmen die Grenze des Machbaren
Kein Zerspanungsprozess steht für sich allein. Maschine, Werkzeug, Werkstoff, Aufspannung und Bauteilgeometrie wirken immer gemeinsam. Jede dieser Größen beeinflusst die anderen. Ändert sich eine davon, verschiebt sich das Verhalten des gesamten Systems.
Im Alltag wird dieser Zusammenhang häufig unterschätzt. Einzelne Komponenten erscheinen stabil und leistungsfähig, wodurch schnell der Eindruck entsteht, dass auch der Prozess insgesamt belastbar sein müsste. Eine steife Maschine vermittelt Sicherheit, ein hochwertiges Werkzeug Vertrauen. Beides ist wichtig, ersetzt jedoch kein Verständnis für die Wechselwirkungen im Eingriff.
Eine Aufspannung kann unter bestimmten Bedingungen problemlos funktionieren und unter anderen plötzlich zum begrenzenden Faktor werden. Ein Werkzeug läuft im Serienbetrieb ruhig und reagiert im Prototypenbau empfindlich. Auch Bauteilgeometrien verändern das Kräfteverhalten stärker, als es auf den ersten Blick erscheint.
Solche Effekte lassen sich nicht allein über Maschinenparameter erklären. Sie entstehen aus dem Zusammenspiel mehrerer Einflüsse, die sich gegenseitig verstärken oder abschwächen. Genau an dieser Stelle zeigt sich der Unterschied zwischen technischer Möglichkeit und tatsächlicher Prozessfähigkeit.
Maschinenwissen kennt Grenzwerte: maximale Drehzahlen, Vorschubbereiche oder Leistungsdaten. Diese Werte beschreiben, was eine Maschine grundsätzlich leisten kann. Sie sagen jedoch wenig darüber aus, wie stabil ein Eingriff unter realen Bedingungen funktioniert.
Prozesswissen betrachtet deshalb nicht nur den aktuellen Zustand, sondern auch dessen Tragfähigkeit. Es stellt die Frage, ob ein Prozess unter leicht veränderten Bedingungen noch zuverlässig arbeitet oder ob er sich bereits nahe an einer Grenze bewegt.
In der Praxis entscheidet genau diese Einschätzung darüber, ob Fertigung ruhig und planbar läuft oder ob sie ständig nachjustiert werden muss. Grenzen des Machbaren entstehen selten durch einzelne Komponenten. Sie entstehen aus der Summe ihrer Abhängigkeiten.
Stabilität zeigt sich nicht sofort
Instabile Prozesse kündigen sich selten durch ein einzelnes Ereignis an. In vielen Fällen laufen sie zunächst scheinbar problemlos. Maße liegen innerhalb der Toleranz, Oberflächen wirken akzeptabel und die Maschine meldet keine Störungen. Unter solchen Bedingungen entsteht schnell der Eindruck, dass der Prozess stabil arbeitet.
Tatsächlich kann sich der Eingriff bereits in einem empfindlichen Zustand befinden.
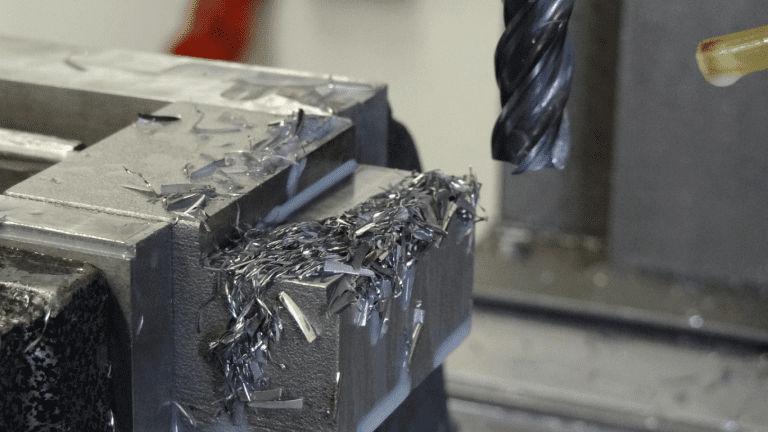
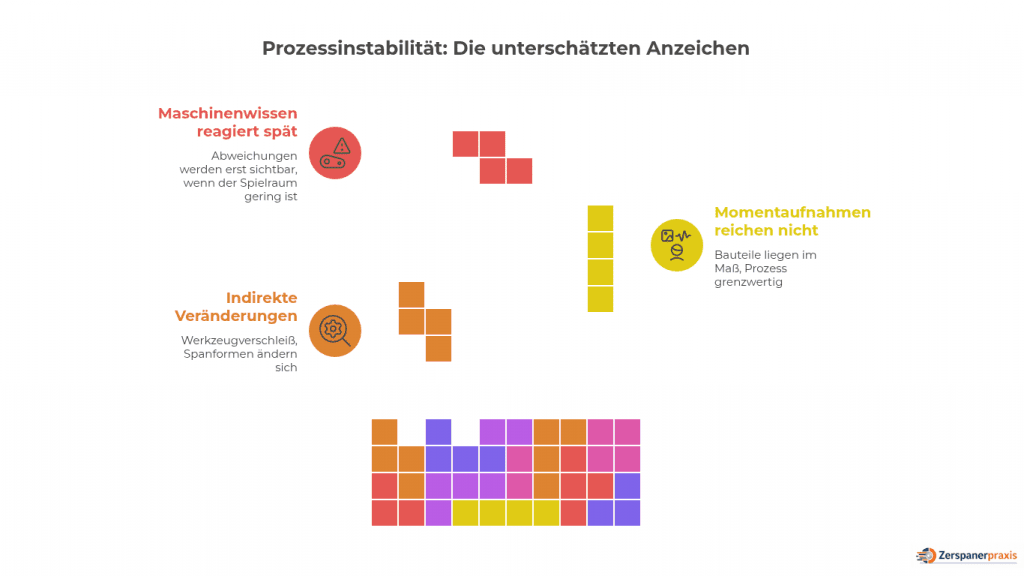
Veränderungen zeigen sich häufig zuerst indirekt. Werkzeugstandzeiten verkürzen sich leicht, Verschleißbilder verändern sich oder Spanformen wirken anders als gewohnt. Solche Effekte erscheinen zunächst unbedeutend, weil sie keinen unmittelbaren Ausschuss verursachen. Dennoch können sie darauf hinweisen, dass sich Belastungen im Prozess verschoben haben.
Gerade deshalb reicht eine Momentaufnahme selten aus, um Stabilität zu beurteilen. Ein einzelnes Bauteil kann perfekt im Maß liegen, obwohl sich der Prozess bereits an einer Grenze bewegt. Erst über mehrere Zyklen hinweg wird sichtbar, ob sich ein Eingriff reproduzierbar verhält oder ob er empfindlich auf kleine Veränderungen reagiert.
Prozesswissen richtet den Blick genau auf diese Entwicklung über Zeit. Es fragt nicht nur, ob ein Prozess heute funktioniert, sondern ob er unter gleichen Bedingungen morgen noch dieselben Ergebnisse liefert. Diese Perspektive verändert auch die Bewertung von Abweichungen. Kleine Veränderungen werden nicht sofort als Problem gesehen, sondern als Hinweis auf eine mögliche Verschiebung im System.
Maschinenwissen reagiert dagegen meist erst dann, wenn Abweichungen messbar oder sichtbar werden. Zu diesem Zeitpunkt ist der Spielraum häufig bereits kleiner geworden. Anpassungen erfolgen dann unter Zeitdruck, wodurch sich Ursachen schwerer erkennen lassen.
Stabilität ist deshalb keine feste Eigenschaft einer Maschine. Sie beschreibt vielmehr eine Lage im Gesamtsystem aus Maschine, Werkzeug und Bauteil. Diese Lage kann sich verändern, auch wenn äußerlich alles gleich aussieht. Wer Prozesse langfristig beherrschen will, muss genau diese leisen Veränderungen wahrnehmen.
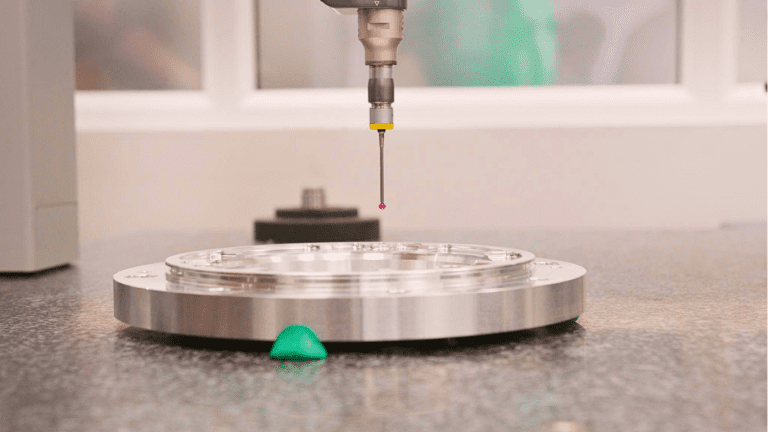
Qualität entsteht vor der Messung
In vielen Betrieben wird Qualität stark über Messungen definiert. Taster an der Maschine, Messmaschinen in der Qualitätssicherung und ausführliche Prüfprotokolle schaffen Sicherheit. Diese Systeme sind notwendig, weil sie Ergebnisse objektiv dokumentieren. Trotzdem greifen sie immer erst, nachdem der Prozess bereits gelaufen ist.
Der entscheidende Teil der Qualität entsteht deutlich früher.
Wenn ein Bauteil gemessen wird, zeigt das Messergebnis nur den Zustand eines bereits gefertigten Teils. Ob dieses Ergebnis stabil reproduzierbar ist, entscheidet sich jedoch im Bearbeitungsprozess selbst. Genau dort entstehen die Kräfte, Temperaturen und Materialverformungen, die das Maß letztlich beeinflussen.
Wird ein Prozess nur über Messwerte bewertet, entsteht leicht ein reaktiver Umgang mit Abweichungen. Ein Maß wandert, also wird nachgestellt. Eine Oberfläche verändert sich, also werden Schnittdaten angepasst. Solche Eingriffe können kurzfristig helfen, erklären jedoch selten die eigentliche Ursache.
Prozesswissen betrachtet Qualität deshalb nicht nur als Messergebnis, sondern als Folge eines stabilen Ablaufs. Wenn ein Eingriff ruhig läuft, sich Werkzeugverschleiß gleichmäßig entwickelt und Belastungen im System nachvollziehbar bleiben, entsteht Qualität oft ganz selbstverständlich.
Das bedeutet nicht, dass Messungen überflüssig werden. Sie bleiben notwendig, um Ergebnisse zu überprüfen und Prozesse abzusichern. Ihre Bedeutung verschiebt sich jedoch. Messsysteme bestätigen dann einen stabilen Prozess, statt instabile Abläufe ständig korrigieren zu müssen.
Maschinenwissen neigt dazu, Genauigkeit mit Qualität gleichzusetzen. Eine hochpräzise Maschine erzeugt jedoch nicht automatisch gute Bauteile. Wenn der Prozess instabil geführt wird, kann selbst eine sehr genaue Maschine Ausschuss produzieren.
In der Praxis zeigt sich deshalb ein einfacher Zusammenhang: Je besser ein Prozess verstanden wird, desto weniger Bedeutung hat die nachträgliche Korrektur. Qualität entsteht dann nicht durch Kontrolle, sondern durch einen Ablauf, der von Anfang an beherrscht wird.
Praxisbeobachtung
Wenn ein Prozess instabil wird, richtet sich der Blick oft zuerst auf Maschine oder Programm.
In vielen Fällen liegt die Ursache jedoch früher im Ablauf: Werkzeugverschleiß, Aufspannbedingungen oder veränderte Eingriffsverhältnisse.
Genau hier zeigt sich der Unterschied zwischen Prozesswissen vs Maschinenwissen.
Maschinenwissen reagiert meist erst, wenn Abweichungen messbar werden.
Prozesswissen erkennt Veränderungen bereits im Verhalten des Eingriffs.
Erfahrung braucht Einordnung
Erfahrung spielt in der Zerspanung eine große Rolle. Viele Entscheidungen entstehen aus Beobachtungen, die sich über Jahre angesammelt haben. Ein bestimmtes Werkzeug funktioniert zuverlässig, eine bestimmte Schnittdatenkombination hat sich bewährt oder eine bestimmte Aufspannung sorgt für ruhige Bearbeitung. Solche Erfahrungswerte sind im Alltag der Fertigung oft sehr hilfreich.
Problematisch wird Erfahrung jedoch dort, wo sie nicht mehr hinterfragt wird.
Fertigungsbedingungen verändern sich ständig. Maschinen werden leistungsfähiger, Werkstoffe unterscheiden sich von früheren Chargen und Bauteile werden komplexer. Auch Stückzahlen oder Bearbeitungszeiten verändern sich. Lösungen, die unter früheren Bedingungen stabil waren, müssen deshalb nicht automatisch auch heute noch funktionieren.
Ohne Einordnung kann Erfahrung zu festen Mustern werden. Ein Verfahren wird weiterhin eingesetzt, weil es sich einmal bewährt hat, obwohl sich die Rahmenbedingungen längst verschoben haben. Der Prozess wirkt dann zunächst vertraut, reagiert jedoch empfindlicher als früher.
Prozesswissen hilft dabei, Erfahrung richtig einzuordnen. Es trennt Beobachtung von Ursache und fragt, unter welchen Bedingungen eine Lösung tatsächlich funktioniert. Eine erfolgreiche Bearbeitung wird nicht nur wiederholt, sondern verstanden.
Dabei verliert Erfahrung nicht an Wert. Im Gegenteil: Sie wird präziser. Wer Prozesse versteht, erkennt schneller, welche Beobachtungen reproduzierbar sind und welche nur unter bestimmten Umständen auftreten. Entscheidungen beruhen dann nicht allein auf Gewohnheit, sondern auf einem klareren Bild der Zusammenhänge.
Maschinenwissen kann diese Einordnung nur begrenzt leisten. Es beschreibt Funktionen und Leistungsdaten, aber keine Wirkung über längere Zeiträume hinweg. Genau deshalb bleibt Erfahrung ein wichtiger Bestandteil der Fertigung – solange sie mit einem Verständnis für den Prozess verbunden wird.
Wenn Erfahrung und Prozessverständnis zusammenkommen, entsteht ein ruhigerer Umgang mit Veränderungen. Neue Werkzeuge, neue Materialien oder neue Maschinen werden dann nicht als Bruch erlebt, sondern als Anpassung innerhalb eines bekannten Systems.
Prozesswissen ordnet Technik ein
Mit jeder neuen Maschinengeneration steigt die technische Leistungsfähigkeit. Spindeln werden stärker, Achsen dynamischer, Steuerungen umfangreicher. Gleichzeitig wachsen die Möglichkeiten der Überwachung: Sensorik, Prozessüberwachung und Datenanalyse liefern immer mehr Informationen über den laufenden Bearbeitungsprozess.
Diese Entwicklung vermittelt leicht den Eindruck, dass sich Fertigung zunehmend technisch beherrschen lässt.
In der Praxis zeigt sich jedoch ein anderes Bild. Je leistungsfähiger Maschinen werden, desto empfindlicher reagiert der Prozess oft auf kleine Veränderungen. Höhere Dynamik bedeutet höhere Kräfte, kürzere Bearbeitungszeiten führen zu stärkeren thermischen Effekten und kleine Abweichungen wirken sich schneller auf das Ergebnis aus.
Gerade in dieser Situation wird Prozesswissen wichtiger.
Technik liefert Möglichkeiten. Sie zeigt, was grundsätzlich machbar wäre. Prozesswissen ordnet diese Möglichkeiten ein und bewertet, welche davon unter realen Bedingungen tatsächlich sinnvoll genutzt werden können. Nicht jede theoretische Leistungsreserve lässt sich im Alltag stabil einsetzen.
Wer Prozesse versteht, erwartet von einer Maschine nicht automatisch maximale Auslastung. Stattdessen wird gefragt, welche Kombination aus Werkzeug, Schnittdaten und Aufspannung unter den vorhandenen Bedingungen zuverlässig funktioniert. Diese Herangehensweise wirkt zunächst zurückhaltend, führt jedoch häufig zu stabileren und wirtschaftlicheren Abläufen.
Maschinenwissen allein kann diese Bewertung nicht leisten. Es beschreibt technische Fähigkeiten, aber keine Belastbarkeit eines realen Prozesses über längere Zeit. Genau deshalb bleibt der menschliche Blick auf den Prozess entscheidend.
Technik entwickelt sich weiter, doch die grundlegenden Zusammenhänge der Zerspanung bleiben bestehen. Kräfte, Wärme, Werkstoffverhalten und Systemsteifigkeit bestimmen weiterhin, wie stabil ein Eingriff läuft.
Prozesswissen sorgt dafür, dass diese Zusammenhänge nicht von der Technik überdeckt werden. Es ordnet Maschinenwissen ein und verhindert, dass technische Möglichkeiten mit tatsächlicher Prozessfähigkeit verwechselt werden.
Grenzen, die sich nicht wegmodernisieren lassen
Wer über längere Zeit Verantwortung für Fertigungsprozesse trägt, stellt irgendwann fest, dass sich viele Probleme ähneln – auch wenn sich die Technik verändert. Maschinen werden ersetzt, Steuerungen modernisiert, Werkzeuge verbessert. Trotzdem tauchen bestimmte Effekte immer wieder auf: Instabilität im Eingriff, unerwartete Maßabweichungen oder Verschleißbilder, die sich nicht sofort erklären lassen.
Diese Beobachtung wirkt zunächst widersprüchlich. Schließlich entwickelt sich die Technik ständig weiter. Maschinen werden präziser, Werkzeuge leistungsfähiger und Software unterstützt immer stärker bei der Programmierung.
Der Grund liegt darin, dass sich grundlegende physikalische Zusammenhänge nicht wegmodernisieren lassen.
Zerspanung bleibt ein Prozess, bei dem Kräfte, Wärme und Materialverformung zusammenwirken. Diese Effekte lassen sich beeinflussen, aber nicht vollständig kontrollieren. Jede Bearbeitung bewegt sich innerhalb eines Spannungsfeldes aus Machbarkeit, Wirtschaftlichkeit und Zeitdruck.
Technische Fortschritte verschieben dieses Spannungsfeld. Maschinen können schneller arbeiten, Werkzeuge halten höhere Belastungen aus und Programme werden effizienter. Die grundlegende Dynamik des Prozesses bleibt jedoch bestehen. Instabilität verschwindet nicht, sie zeigt sich nur unter anderen Bedingungen.
Genau hier zeigt sich die Bedeutung von Prozesswissen. Es hilft dabei, diese Grenzen zu erkennen und einzuordnen. Nicht jede Schwierigkeit ist ein technisches Problem, das sich durch modernere Maschinen oder neue Werkzeuge lösen lässt. Oft liegt die Herausforderung darin, die tatsächlichen Zusammenhänge im Prozess zu verstehen.
Wer diesen Blick entwickelt, arbeitet weniger reaktiv. Entscheidungen werden ruhiger getroffen, weil sie nicht nur auf kurzfristige Abweichungen reagieren, sondern den gesamten Prozess berücksichtigen. Maschinenwissen bleibt dabei wichtig, verliert jedoch seine scheinbare Allmacht.
Am Ende entscheidet in der Fertigung nicht, was theoretisch möglich wäre, sondern was unter realen Bedingungen zuverlässig funktioniert. Genau diese Unterscheidung macht den Unterschied zwischen technischer Leistungsfähigkeit und dauerhaft beherrschten Prozessen.
Wer diesen Blick konkret schärfen möchte, findet im 5-Minuten-Check einen ersten praktischen Einstieg – direkt anwendbar an der Maschine.
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.
Struktur statt nur Verständnis
Wenn du deine eigene Situation einmal sauber ordnen willst, findest du hier einen klaren, begrenzten Ablauf.