Warum Zerspanung planbar ist – und trotzdem nicht berechenbar
Inhalt
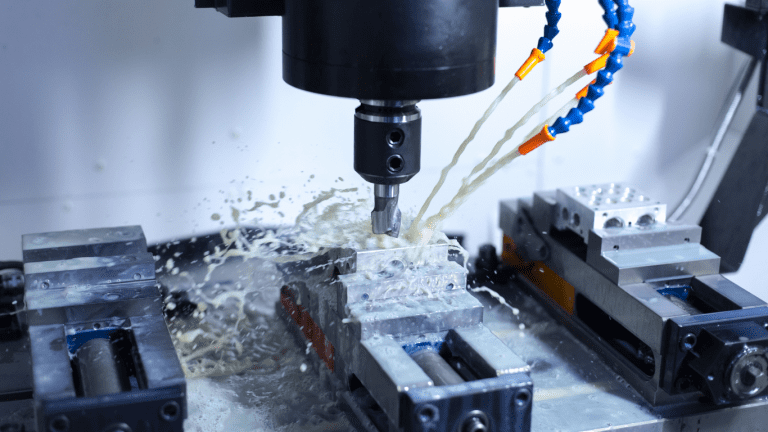
Zerspanung planbar nicht berechenbar: Ein neuer Auftrag läuft an. Die Schnittwerte sind sauber festgelegt, das Werkzeug ist bekannt, die Maschine bewährt. Die ersten Teile passen. Maße innerhalb der Toleranz, Oberfläche unauffällig, kein Grund zur Korrektur.
Nach einigen Bauteilen verändert sich das Bild. Die Standzeit liegt unter Erwartung. Die Oberfläche wirkt unruhiger, obwohl sich an den Parametern nichts geändert hat. Ein zweiter Versuch mit identischen Einstellungen führt zu einem leicht anderen Ergebnis.
Auf dem Papier ist der Prozess eindeutig. In der Realität verhält er sich anders.
Genau darum geht es in diesem Artikel. Zerspanung lässt sich planen, aber nicht vollständig berechnen. Zwischen dem, was festgelegt wird, und dem, was tatsächlich passiert, liegt ein Bereich, der sich nicht über Tabellen oder Formeln abbilden lässt. Und genau dieser Bereich entscheidet darüber, ob ein Prozess stabil läuft oder nur vorübergehend funktioniert.
Was in der Zerspanung tatsächlich planbar ist
In vielen Betrieben ist der Planungsanteil der Zerspanung klar strukturiert. Werkstoffe sind definiert, Schnittwerte lassen sich aus Tabellen ableiten, Werkzeughersteller geben belastbare Bereiche vor. Auch Maschinenparameter sind bekannt und reproduzierbar. Vorschub, Drehzahl und Eingriffsbedingungen lassen sich festlegen und dokumentieren.
Diese Planbarkeit ist notwendig. Ohne sie wäre wirtschaftliche Fertigung nicht möglich. Sie schafft einen Rahmen, in dem Prozesse grundsätzlich funktionieren können. Gerade bei Serienfertigung ist diese Struktur die Voraussetzung für Wiederholbarkeit und Vergleichbarkeit.
An der Maschine zeigt sich jedoch, dass diese Planbarkeit nur einen Teil des Prozesses beschreibt. Die Werte stimmen, die Ausgangsbedingungen sind sauber gewählt, und dennoch entstehen Unterschiede. Zwei identische Aufspannungen verhalten sich leicht unterschiedlich. Ein Werkzeug erreicht einmal die erwartete Standzeit und beim nächsten Mal nicht mehr.
Die Planung beschreibt den vorgesehenen Zustand. Sie legt fest, wie ein Prozess laufen soll. Sie kann jedoch nicht vollständig abbilden, unter welchen realen Bedingungen dieser Prozess tatsächlich arbeitet. Genau an dieser Stelle endet die Berechenbarkeit.
Wo die Berechenbarkeit endet
In vielen Betrieben wird davon ausgegangen, dass ein sauber geplanter Prozess auch entsprechend berechenbar ist. Wenn alle Parameter stimmen, sollte das Ergebnis reproduzierbar sein. Werkstoff, Werkzeug, Schnittwerte und Maschine sind bekannt. Die Erwartung ist klar: Gleiche Bedingungen führen zu gleichen Ergebnissen.
An der Maschine zeigt sich jedoch, dass diese Gleichheit nur eingeschränkt existiert. Der Prozess läuft zwar innerhalb eines definierten Rahmens, aber nicht in einem exakt wiederholbaren Zustand. Kleine Unterschiede, die in der Planung keine Rolle spielen, wirken sich im Eingriff deutlich aus. Das beginnt bei minimalen Abweichungen in der Aufspannung und setzt sich über Werkzeugtoleranzen bis hin zum Zustand der Maschine fort.
Ein Werkzeughalter, der minimal anders sitzt, verändert die Steifigkeit des Systems. Eine Spannstelle, die leicht anders anliegt, beeinflusst die Schwingungsanfälligkeit. Selbst bei identischen Maschinen entstehen Unterschiede durch Verschleißzustände, Temperaturverhalten oder die Art, wie eine Maschine in den letzten Stunden belastet wurde. Diese Faktoren lassen sich nicht vollständig erfassen und schon gar nicht in eine Berechnung überführen.
Die Berechenbarkeit endet genau an dem Punkt, an dem der Prozess nicht mehr nur aus definierten Größen besteht, sondern als System wirkt. In diesem System greifen Maschine, Werkzeug, Werkstück und Aufspannung ineinander. Jede Veränderung in einem Bereich beeinflusst das Gesamtergebnis. Diese Wechselwirkungen sind real, aber sie sind nicht vollständig quantifizierbar.
Das bedeutet nicht, dass Zerspanung unkontrollierbar ist. Es bedeutet, dass zwischen Planung und Realität ein Bereich existiert, der sich nur beobachten und einordnen lässt, aber nicht exakt vorhersagen. Genau in diesem Bereich entscheidet sich, ob ein Prozess stabil läuft oder sich schleichend verändert.
Der Einfluss von Systemzuständen
In der Praxis wird häufig mit festen Parametern gearbeitet, während sich die eigentlichen Zustände des Systems kontinuierlich verändern. Eine Maschine läuft nicht in einem konstanten Zustand. Sie erwärmt sich, sie arbeitet sich ein, sie reagiert auf Belastung. Diese Veränderungen sind nicht sprunghaft, sondern verlaufen über Zeit.
Auch das Werkzeug ist kein statischer Faktor. Bereits nach wenigen Eingriffen verändert sich die Schneide. Mikroverschleiß entsteht, Beschichtungen reagieren auf Temperatur und Belastung, und die Geometrie verliert schrittweise ihre ursprüngliche Schärfe. Diese Veränderungen sind anfangs kaum sichtbar, wirken sich aber direkt auf Schnittkräfte und Prozessverhalten aus.
Der Werkstoff selbst trägt ebenfalls zur Variabilität bei. Chargenschwankungen, Gefügezustände oder minimale Unterschiede in der Materialstruktur führen dazu, dass sich der Eingriff unterschiedlich verhält. Auch wenn der Werkstoff formal gleich ist, ist er in der Praxis selten identisch.
Diese sich verändernden Zustände laufen parallel zu den konstant gehaltenen Parametern. Genau daraus entsteht die Differenz zwischen dem, was geplant wurde, und dem, was tatsächlich passiert. Der Prozess arbeitet nicht in einem festen Zustand, sondern in einem sich ständig verschiebenden Gleichgewicht.
Dieses Gleichgewicht lässt sich nicht berechnen, weil es nicht statisch ist. Es entsteht aus dem Zusammenspiel aller beteiligten Faktoren und verändert sich mit jedem Bauteil. An der Maschine wird schnell sichtbar, dass stabile Ergebnisse nicht allein aus richtigen Schnittwerten entstehen, sondern aus einem System, das in sich tragfähig bleibt.
Warum sich Prozesse unterschiedlich verhalten, obwohl nichts verändert wurde
In vielen Betrieben entsteht genau an diesem Punkt Verunsicherung. Der Prozess wurde eingerichtet, die ersten Teile laufen sauber, und es gibt keinen offensichtlichen Grund, etwas zu verändern. Trotzdem beginnt sich das Verhalten zu verschieben. Standzeiten werden kürzer, die Oberfläche verändert sich, oder der Prozess reagiert empfindlicher auf kleine Einflüsse.
Der erste Gedanke geht oft in Richtung Ursache. Es wird gesucht, was verändert wurde. Werkzeug, Programm, Werkstoff oder Maschine werden überprüft. In vielen Fällen lässt sich jedoch keine klare Abweichung feststellen. Alles scheint so zu sein wie zuvor.
Genau hier zeigt sich, dass der Prozess nicht aus festen Zuständen besteht, sondern aus Entwicklungen.
Ein Zerspanprozess verändert sich mit jedem Eingriff. Die Schneide baut Verschleiß auf, die Maschine arbeitet sich thermisch ein, die Spannbedingungen verändern sich minimal durch Belastung. Diese Veränderungen sind nicht sprunghaft, sondern verlaufen schrittweise. Jeder einzelne Schritt ist für sich genommen unkritisch und bleibt oft unterhalb der Wahrnehmungsschwelle.
In der Summe entsteht jedoch ein anderer Zustand.
Dieser neue Zustand ist nicht geplant und nicht berechnet. Er ergibt sich aus der Nutzung des Systems. Genau deshalb wird er oft nicht erkannt. Der Prozess läuft noch innerhalb der Toleranz, und es gibt keinen klaren Punkt, an dem man sagen könnte: Hier hat sich etwas verändert.
Tatsächlich hat sich der Prozess längst verschoben.
Diese Verschiebung ist der Grund dafür, dass sich Prozesse unterschiedlich verhalten, obwohl formal nichts geändert wurde. Die Planung beschreibt den Ausgangszustand. Die Realität entwickelt sich davon weg. Und je länger ein Prozess läuft, desto größer wird diese Differenz.
Warum gleiche Bedingungen selten wirklich gleich sind
In vielen Betrieben wird davon ausgegangen, dass ein Prozess wiederholbar ist, wenn die Rahmenbedingungen identisch sind. Das gleiche Programm, das gleiche Werkzeug, die gleiche Maschine. Wenn alles gleich bleibt, sollte auch das Ergebnis gleich sein. Diese Annahme ist nachvollziehbar, trifft aber nur eingeschränkt zu.
An der Maschine wird deutlich, dass „gleich“ in der Zerspanung selten absolut ist. Eine Aufspannung, die optisch identisch ist, kann sich im Detail unterscheiden. Minimale Lageabweichungen, unterschiedliche Spannkräfte oder kleine Verschmutzungen an den Anlageflächen verändern die Steifigkeit des Gesamtsystems. Diese Unterschiede sind oft so gering, dass sie nicht bewusst wahrgenommen werden, wirken sich im Eingriff aber unmittelbar aus.
Auch Werkzeuge unterliegen Fertigungstoleranzen. Schneiden sind nie vollständig identisch, Beschichtungen reagieren unterschiedlich, und selbst innerhalb eines Werkzeugsatzes entstehen leichte Abweichungen. In der Planung wird davon ausgegangen, dass das Werkzeug als konstante Größe wirkt. In der Praxis zeigt sich, dass es sich eher um einen Bereich handelt als um einen festen Punkt.
Die Maschine selbst trägt ebenfalls zur Streuung bei. Führungen, Spindellager, Antriebe und Steuerungen arbeiten zwar reproduzierbar, aber nicht in einem idealisierten Zustand. Verschleiß, Temperatur und Belastung beeinflussen das Verhalten. Zwei Maschinen desselben Typs können sich deshalb im Detail unterschiedlich verhalten, obwohl sie formal identisch sind.
Diese Abweichungen addieren sich. Jede einzelne für sich betrachtet ist unkritisch, in der Summe verändern sie jedoch den Prozess. Das Ergebnis bleibt oft innerhalb der Toleranz, aber der Weg dorthin ist nicht identisch. Genau hier zeigt sich, warum Berechenbarkeit an ihre Grenzen stößt. Der Prozess bewegt sich innerhalb eines Rahmens, aber nicht auf einer exakt vorhersehbaren Linie.
Der Unterschied zwischen Theorie und Eingriff
Die theoretische Beschreibung eines Zerspanprozesses basiert auf klar definierten Größen. Schnittgeschwindigkeit, Vorschub, Zustellung und Werkzeuggeometrie lassen sich mathematisch erfassen. Daraus entstehen Modelle, die den Prozess beschreiben und eine Grundlage für Planung und Optimierung bieten.
Im realen Eingriff zeigt sich jedoch, dass diese Beschreibung nur einen Ausschnitt der Wirklichkeit abbildet. Die Theorie geht von idealisierten Bedingungen aus. Sie setzt voraus, dass das System sich stabil verhält und dass die definierten Größen konstant wirken. Genau diese Voraussetzungen sind in der Praxis nur bedingt gegeben.
Im Eingriff entstehen Kräfte, die sich nicht gleichmäßig verteilen. Schwingungen überlagern sich, Kontaktbedingungen verändern sich, und die tatsächliche Belastung der Schneide weicht von der berechneten ab. Diese Effekte sind nicht zufällig, sondern ergeben sich aus dem Zusammenspiel des gesamten Systems. Sie lassen sich beobachten und einordnen, aber nicht vollständig im Voraus bestimmen.
Ein typisches Beispiel ist die Standzeit eines Werkzeugs. Rechnerisch lässt sich ein Bereich definieren, in dem das Werkzeug arbeiten sollte. In der Praxis zeigt sich jedoch, dass diese Standzeit schwankt. Mal liegt sie im erwarteten Bereich, mal darunter, obwohl sich an den Parametern nichts geändert hat. Der Unterschied entsteht im Eingriff selbst, nicht in der Planung.
Die Theorie liefert den Rahmen, innerhalb dessen sich ein Prozess bewegen kann. Der Eingriff entscheidet darüber, wie sich dieser Prozess tatsächlich verhält. Wer Zerspanung nur über Berechnung betrachtet, übersieht diesen Unterschied. Und genau daraus entsteht die falsche Erwartung, dass sich Prozesse vollständig vorhersagen lassen.
Praxisbeobachtung
Am Wochenanfang läuft ein Prozess ruhig. Die Maschine ist kalt, die ersten Bauteile entstehen ohne Auffälligkeiten. Die Oberfläche ist gleichmäßig, das Geräusch stabil, die Standzeit entspricht der Erwartung.
Am Ende der Woche zeigt sich ein anderes Verhalten. Die Maschine ist durchgehend belastet, das System hat sich thermisch verändert. Der gleiche Prozess reagiert empfindlicher. Leichte Unruhe im Eingriff, verkürzte Standzeiten, obwohl sich an den Parametern nichts geändert hat.
Die Bedingungen sind formal identisch. Der Zustand ist es nicht.
Warum Berechnung Sicherheit vorgaukelt, die im Prozess nicht existiert
In vielen Betrieben entsteht Sicherheit über Zahlen. Schnittwerte sind dokumentiert, Programme freigegeben, Werkzeugdaten hinterlegt. Der Prozess wirkt dadurch beherrschbar. Es gibt feste Größen, an denen man sich orientieren kann, und genau daraus entsteht der Eindruck von Kontrolle.
Diese Kontrolle ist notwendig. Ohne sie wäre Fertigung nicht planbar. Sie schafft eine Grundlage, auf der Prozesse aufgebaut und wiederholt werden können. Genau deshalb wird sie selten hinterfragt.
Das Problem entsteht dort, wo diese Sicherheit mit tatsächlicher Stabilität gleichgesetzt wird.
Ein Prozess kann rechnerisch korrekt aufgebaut sein und sich trotzdem instabil verhalten. Alle Werte liegen im vorgesehenen Bereich, die Parameter sind sauber gewählt, und dennoch entstehen Abweichungen im Ergebnis. Der Grund liegt nicht in falschen Zahlen, sondern darin, dass die Berechnung nur einen Teil der Realität beschreibt.
Berechnung arbeitet mit definierten Größen. Der reale Prozess besteht jedoch aus einem System, das sich ständig verändert. Verschleiß, Temperatur, Aufspannung und Maschinenzustand wirken gleichzeitig und beeinflussen sich gegenseitig. Diese Einflüsse lassen sich nicht vollständig in Zahlen abbilden.
Genau hier entsteht die trügerische Sicherheit.
Solange der Prozess innerhalb der Toleranz läuft, wird davon ausgegangen, dass er stabil ist. Die Zahlen bestätigen das scheinbar. Erst wenn Abweichungen sichtbar werden, wird reagiert. Dann wird erneut gerechnet, angepasst und korrigiert. Der eigentliche Zustand des Prozesses wird dabei oft nicht erkannt, weil er sich nicht in den vorhandenen Größen widerspiegelt.
In der Praxis zeigt sich, dass Berechnung eine notwendige Orientierung ist, aber keine Garantie für Stabilität. Sie beschreibt, wie ein Prozess ausgelegt ist. Sie sagt jedoch nicht, wie sich dieser Prozess unter realen Bedingungen tatsächlich verhält.
Wenn Korrekturen zum Normalzustand werden
In vielen Prozessen entsteht mit der Zeit ein Zustand, der nach außen stabil wirkt, intern aber längst aus dem Gleichgewicht geraten ist. Der Prozess läuft, Teile werden gefertigt, und die Qualität scheint unter Kontrolle. Gleichzeitig werden regelmäßig kleine Anpassungen vorgenommen, um das Ergebnis zu halten.
Diese Korrekturen beginnen oft unauffällig. Ein geringfügig veränderter Vorschub, eine kleine Anpassung der Zustellung oder ein früherer Werkzeugwechsel. Jede einzelne Maßnahme ist für sich nachvollziehbar und löst ein konkretes Problem. Der Prozess reagiert darauf und läuft weiter.
Mit der Zeit entsteht daraus jedoch ein anderes Bild.
Die ursprüngliche Auslegung des Prozesses verliert an Bedeutung. Stattdessen wird der Prozess durch fortlaufende Eingriffe stabilisiert. Diese Eingriffe werden nicht mehr als Abweichung wahrgenommen, sondern als Teil des normalen Ablaufs. Der Prozess funktioniert, weil er ständig angepasst wird.
Genau an diesem Punkt verschiebt sich die Wahrnehmung.
Ein stabiler Prozess benötigt keine laufenden Korrekturen, um im vorgesehenen Bereich zu bleiben. Wenn Anpassungen zur Routine werden, ist das kein Zeichen von Kontrolle, sondern ein Hinweis darauf, dass der Prozess seine ursprüngliche Tragfähigkeit verloren hat. Die Stabilität wird dann nicht mehr durch das System selbst erzeugt, sondern durch denjenigen, der den Prozess bedient.
In der Praxis wird dieser Zustand selten klar benannt. Solange das Ergebnis stimmt, besteht kein unmittelbarer Druck, etwas zu verändern. Die Korrekturen werden akzeptiert, weil sie funktionieren. Gleichzeitig steigt der Aufwand, und die Abhängigkeit von Erfahrung nimmt zu.
Der Prozess läuft weiter. Aber er trägt nicht mehr.
Abhängigkeiten im Zusammenspiel von Maschine, Werkzeug und Werkstück
In der Praxis wird häufig mit einzelnen Einflussgrößen gearbeitet, obwohl der Prozess als Gesamtsystem wirkt. Schnittwerte werden angepasst, Werkzeuge gewechselt oder Programme verändert. Dabei entsteht leicht der Eindruck, dass sich der Prozess über einzelne Stellgrößen steuern lässt. Tatsächlich greifen diese Größen jedoch ineinander und beeinflussen sich gegenseitig.
Die Maschine bestimmt die grundsätzliche Steifigkeit und das dynamische Verhalten des Systems. Führungen, Lagerungen und die gesamte Struktur legen fest, wie Kräfte aufgenommen und weitergeleitet werden. Diese Eigenschaften sind nicht konstant. Sie verändern sich mit Temperatur, Belastung und Verschleiß. Gleichzeitig wirken sie direkt auf das Werkzeug und den Eingriff zurück.
Das Werkzeug bringt seine eigene Geometrie und Beschaffenheit ein. Schneidengeometrie, Beschichtung und Zustand bestimmen, wie der Werkstoff getrennt wird und welche Kräfte entstehen. Mit zunehmendem Verschleiß verändert sich dieses Verhalten. Die Kräfte steigen, die Wärmeentwicklung nimmt zu, und die Schneide reagiert empfindlicher auf Störungen.
Der Werkstoff schließlich ist nicht nur passiver Bestandteil. Gefüge, Härteverteilung und innere Spannungen beeinflussen den Eingriff. Selbst innerhalb einer Charge können Unterschiede auftreten, die sich im Prozess bemerkbar machen. Diese Unterschiede sind selten so groß, dass sie sofort auffallen, wirken sich aber in Verbindung mit Maschine und Werkzeug aus.
Entscheidend ist, dass diese drei Bereiche nicht getrennt betrachtet werden können. Eine Veränderung im Werkzeug wirkt sich auf die Belastung der Maschine aus. Eine veränderte Maschinensteifigkeit beeinflusst den Eingriff. Der Werkstoff reagiert wiederum auf diese veränderten Bedingungen.
Genau aus diesem Zusammenspiel entsteht die Komplexität des Prozesses. Und genau deshalb lässt sich Zerspanung nicht vollständig berechnen. Die Planung kann einzelne Größen erfassen. Der reale Prozess entsteht aus ihrem Zusammenwirken.
Warum Erfahrung nicht durch Berechnung ersetzt werden kann
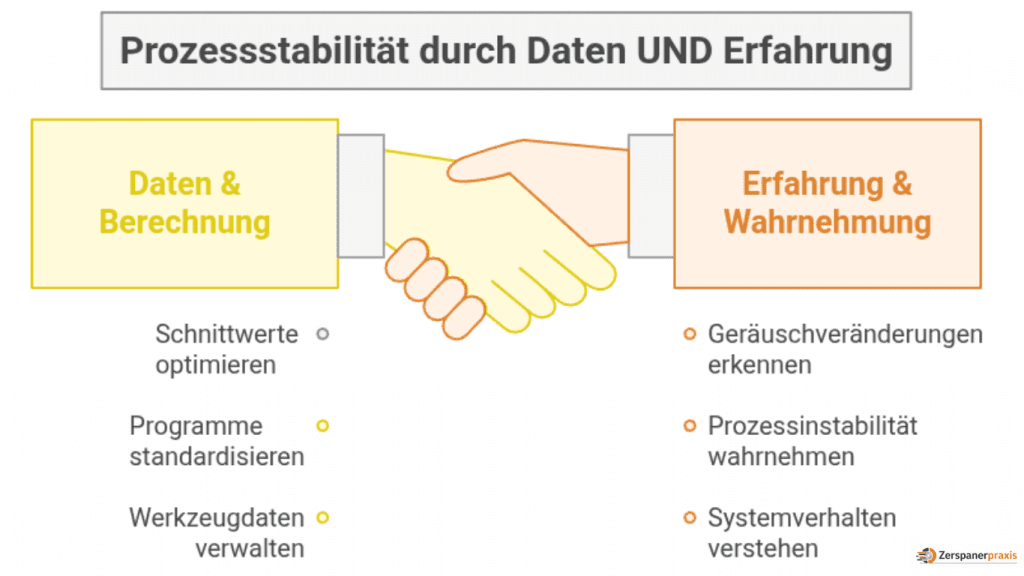
In vielen Betrieben wird versucht, Prozesse möglichst vollständig über Daten und Berechnungen zu beherrschen. Schnittwerte werden optimiert, Programme standardisiert, Werkzeugdaten zentral verwaltet. Das Ziel ist nachvollziehbar: weniger Abhängigkeit von einzelnen Personen, mehr Sicherheit im Prozess.
In der Praxis zeigt sich jedoch, dass Erfahrung dadurch nicht ersetzt wird. Sie verschiebt sich nur.
Erfahrung entsteht dort, wo Zusammenhänge nicht eindeutig berechenbar sind. Ein erfahrener Bediener erkennt, wenn sich ein Geräusch verändert, bevor sich die Oberfläche sichtbar verschlechtert. Er merkt, wenn ein Prozess „unruhig“ wird, obwohl alle Werte noch innerhalb der Vorgaben liegen. Diese Wahrnehmung basiert nicht auf einzelnen Messgrößen, sondern auf dem Gesamtverhalten des Systems.
Solche Einschätzungen lassen sich nicht vollständig dokumentieren. Sie entstehen aus wiederholter Beobachtung und aus dem Vergleich vieler ähnlicher Situationen. Genau deshalb bleiben sie auch in strukturierten Prozessen relevant. Je komplexer das Zusammenspiel von Maschine, Werkzeug und Werkstück wird, desto größer ist der Anteil, der nicht über feste Regeln abgedeckt werden kann.
Das bedeutet nicht, dass Planung oder Daten an Bedeutung verlieren. Im Gegenteil. Sie schaffen die Grundlage, auf der Erfahrung überhaupt wirken kann. Ohne saubere Ausgangswerte wird auch Erfahrung unscharf. Umgekehrt reicht Berechnung allein nicht aus, um Prozesse stabil zu halten.
Zerspanung bewegt sich immer zwischen diesen beiden Ebenen. Planung und Berechnung geben die Richtung vor. Erfahrung entscheidet darüber, wie sich der Prozess innerhalb dieses Rahmens tatsächlich verhält.
Was das für Entscheidungen im Alltag bedeutet
An der Maschine zeigt sich schnell, dass Entscheidungen selten auf einer einzelnen Grundlage beruhen. Weder Berechnung noch Erfahrung allein reichen aus, um Prozesse sicher zu führen. Beide Ebenen greifen ineinander, oft ohne dass dieser Übergang bewusst wahrgenommen wird.
Wenn ein Prozess von den Erwartungen abweicht, liegt der erste Impuls häufig darin, die Parameter zu überprüfen. Stimmen die Schnittwerte? Passt die Zustellung? Ist das Werkzeug korrekt gewählt? Diese Fragen sind sinnvoll, weil sie die planbaren Anteile des Prozesses betreffen.
Gleichzeitig zeigt sich in vielen Situationen, dass die Ursache nicht eindeutig auf diese Faktoren zurückzuführen ist. Der Prozess läuft formal korrekt, verhält sich aber anders als erwartet. In solchen Momenten beginnt die eigentliche Einordnung. Es geht nicht mehr nur darum, Werte zu vergleichen, sondern darum, das Verhalten des Systems zu verstehen.
Diese Einordnung ist kein klar definierter Schritt. Sie entsteht im Zusammenspiel aus Beobachtung, Vergleich und Erfahrung. Entscheidungen werden auf Basis von Wahrscheinlichkeiten getroffen, nicht auf Basis absoluter Sicherheit. Genau darin liegt der Unterschied zur reinen Berechnung.
Für den Alltag bedeutet das, dass Prozesse nicht nur über Zahlen geführt werden können. Sie müssen als Gesamtsystem verstanden werden. Wer ausschließlich auf berechnete Werte vertraut, reagiert oft zu spät oder in die falsche Richtung. Wer sich nur auf Erfahrung verlässt, verliert die notwendige Struktur.
Die Stabilität eines Prozesses entsteht dort, wo beide Ebenen zusammengeführt werden. Planung schafft den Rahmen. Erfahrung sorgt dafür, dass dieser Rahmen unter realen Bedingungen trägt.
Planbarkeit nutzen, ohne sich darauf zu verlassen
Zerspanung lässt sich planen. Ohne diese Planbarkeit wäre wirtschaftliche Fertigung nicht möglich. Schnittwerte, Werkzeuge und Programme bilden die Grundlage, auf der Prozesse überhaupt aufgebaut werden können. Sie geben Orientierung und schaffen Vergleichbarkeit.
Gleichzeitig zeigt die Praxis, dass diese Planbarkeit Grenzen hat. Der reale Prozess bewegt sich nicht exakt entlang der berechneten Linie. Er reagiert auf Zustände, die sich verändern und nicht vollständig erfassen lassen. Genau daraus entsteht der Unterschied zwischen einem Prozess, der funktioniert, und einem, der stabil läuft.
Berechenbarkeit endet dort, wo das System als Ganzes wirkt. Ab diesem Punkt entscheidet nicht mehr nur, was festgelegt wurde, sondern wie sich die einzelnen Einflüsse im Eingriff tatsächlich überlagern. Diese Dynamik lässt sich nicht vollständig vorhersagen, aber sie lässt sich erkennen und einordnen.
Wer Zerspanung versteht, erkennt diesen Unterschied. Planung wird genutzt, um Prozesse aufzubauen. Erfahrung wird genutzt, um sie zu führen. Beide Ebenen sind notwendig, aber keine von beiden reicht für sich allein aus.
Zerspanung ist deshalb planbar. Aber sie bleibt ein Prozess, der sich nicht vollständig berechnen lässt.
Lust auf mehr Praxis-Tipps?
Wenn dich solche Einordnungen aus der Fertigung interessieren, kannst du mir gern auf LinkedIn folgen: Markus Lohoff auf LinkedIn
Oder du nutzt das Kontaktformular, wenn du eine konkrete Frage aus deiner Fertigung hast.
Beobachtungen aus der Praxis sind oft der Ausgangspunkt für neue Artikel.
Zerspanerpraxis Updates
Neue Artikel erscheinen unregelmäßig. Wenn du darüber informiert werden möchtest, kannst du dich hier für die Updates eintragen.
Als kleines Arbeitsmaterial erhältst du zusätzlich den „Frühe Anzeichen für instabile Zerspanungsprozesse“.